
Saat ini saya ingin share tentang macam macam posisi pengelasan pada setiap jenis sambungan las mulai dari plat hingga pipa beserta gambarnya.
Tahukah kamu didalam dunia pengelasan itu ada berbagai macam posisi pengelasan, mulai dari pengelasan pelat hingga ke pengelasan pipa.
Posisi pengelasan yang bisa dilakukan oleh seorang welder itu menjadi acuan seberapa tinggi tingkat kompetensi seorang juru las sesuai dengan jenis proses pengelasan yang dia kuasai. Kunci utama menjadi juru las profesional adalah memiliki minat dan bakat didunia teknik pengelasan.

Untuk mempelajari sambungan dan posisi pengelasan kali ini kita akan mengacu pada posisi pengelasan standar ISO dan ASME.
Sebelum kita pelajari macam posisi pengelasan, kamu harus mengerti dulu jenis-jenis sambungan pengelasan. Mulai dari sambungan las SMAW hingga Las TIG.
Pada artikel saya tentang dasar-dasar pengelasan secara garis besar disana saya kelompokkan posisi pengelasan menjadi 4, yaitu
- Posisi di bawah tangan / Downhand
- Posisi Mendatar / Horizontal
- Posisi Vertical
- Posisi di atas kepala / Overhead
Pengelasan Posisi di bawah tangan / Down hand
Pengelasan posisi di bawah tangan (downhand) yang mengacu pada standar ASME disebut juga dengan posisi 1, Sedangkan menurut standar ISO dinamakan PA.
Posisi dibawah tangan banyak digunakan di industri pengelasan disektor proyek konstruksi baja, struktur jembatan, dan bangunan. Termasuk juga untuk posisi pengelasan pelat tipis hingga tebal, hanya besar diameter elektrode nya saja yang berbeda tetapi posisi lasnya tetap sama.
Untuk melakukan pengelasan posisi 1, sudut kemiringan elektroda harus dijaga kurang lebih 80 – 70 derajat terhadap garis vertikal supaya memudahkan welder untuk melihat cairan dan menjaga kecepatan pengelasan. Dibawah ini adalah gambar posisi pengelasan dibawah tangan :
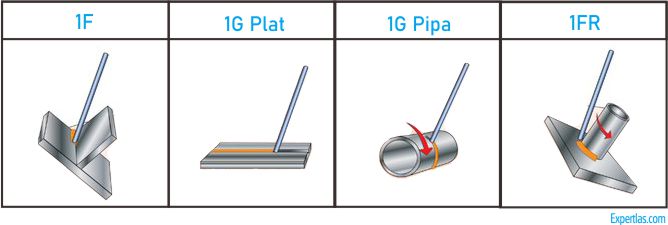
1. Posisi 1F/PA
Pengelasan sabungan fillet pelat dengan pelat, dengan arah elektroda/kawat las menghadap kebawah.
2. Posisi 1G Plat/PA
1G pelat merupakan pengelasan butt joint pelat dengan pelat dengan arah elektroda/busur listrik menghadap kebawah. Untuk mengelas dengan posisi 1G, dimulai dari pembuatan root, kemudian membuat lapisan pengisian dan terakhir lapisan penutup/capping.
3. Posisi 1G Pipa/PA
Posisi 1G pipa adalah pengelasan joint atau sambungan pipa dengan pipa, arah dan gerakan busur listrik menghadap kebawah dan seiring berjalannya pengelasan maka pipa juga diputar untuk menjaga agar arah elektroda tetap menghadap kebawah.
Untuk posisi datar 1G ini juru las / tukang las tetap pada tempatnya, yang berputar adalah material pipa yang akan disambung. Berlaku untuk semua proses baik itu las OAW , SMAW,GMAW hingga GTAW.
4. Posisi 1FR/PA
Pengelasan pelat dan pipa dengan arah kawat las elektroda menghadap kebawah, seiring berjalannya pengelasan maka benda kerja diputar untuk menjaga agar arah elektroda tetap menghadap kebawah selama pengelasan.
Posisi Pengelasan Mendatar/Horizontal
Menurut kode standart ASME, pengelasan posisi mendatar/horizontal ditulis dengan kode nomor 2. Sedangkan penulisan menurut standart ISO ada 2 macam yaitu PB untuk sambungan fillet dan PC untuk sambungan butt joint.
Untuk membuat joint atau sambungan pengelasan posisi horizontal menggunakan mesin las arc welding, setting dari parameter harus diperhatikan. Karena jika busur listrik terlalu panas maka cairan akan meleleh turun mengikuti gaya gravitasi.
Tidak hanya pengelasan SMAW saja, disemua jenis pengelasan juga harus memperhatikan jenis ayunan, ayunan atau dalam istilah pengelasan disebut weaving ini berguna untuk mengatur cairan yang meleleh agar tidak longsor mengikuti gravitasi.
Lebih jelasnya dibawah ini gambar untuk semua pengelasan posisi horizontal beserta penjelasannya.
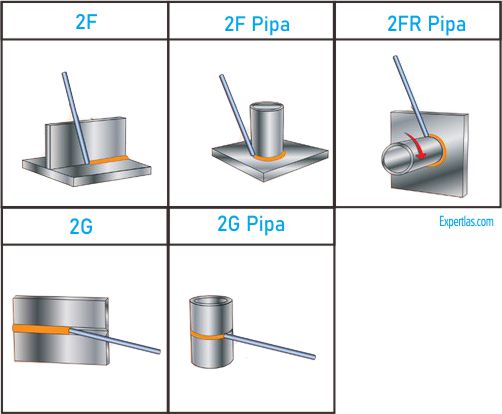
1. Posisi 2F/PB
Pengelasan fillet joint (pelat dengan pelat) dengan elektroda menghadap kedepan/mendatar dengan arah gerakan ke kanan atau ke kiri.
2. Posisi 2F Pipa/PB
Pengelasan sambungan antara pipa dan pelat dengan arah elektroda pengelasan menghadap ke depan/mendatar.
3. Posisi 2FR Pipa/PB
Posisi benda kerja lihat pada gambar diatas, pengelasan sambungan pelat dengan pipa dan arah elektroda menghadap kedepan mendatar, seiring berjalannya pengelasan benda kerja diputar hingga seluruh jalur lasan tertutup.
4. Posisi 2G Plat/PC
Pengelasan sambungan tumpul butt joint plat dengan plat dengan posisi peletakkan benda kerja lihat pada gambar diatas. Untuk proses pengelasannya dimulai dari pembuatan root, pengisian dan penutup. Khusus untuk las SMAW, pada proses pembuatan root harus menggunaka kawat elektroda yang di desain untuk pembuatan root.
5. Posisi 2G Pipa/PC
Pengelasan butt joint sambungan horizontal pipa dengan pipa, disini material (pipa) tidak diputar, tetapi welder yang bergerak mengikuti jalur lasan.
Posisi Pengelasan Vertikal
Pengelasan posisi vertikal menurut standar ASME dikenal dengan kode 3. Ini mencakup untuk semua sambungan las mulai dari sambungan sudut, sambungan fillet dan butt joint.
Ada sedikit perbedaan dengan standar ISO, perbedaannya adalah pada arah pergerakan pengelasannya. Jika arah las dari bawah ke atas dinamakan PF. Sedangkan jika arah pengelasannya dari atas ke bawah dinamakan PG.
Sedikit Tips agar hasil pengelasan diposisi vertikal memenuhi standart adalah dengan mengatur cairan logam cair dari busur listrik. Penggunaan jenis ayunan harus sesuai untuk mengatur agar cairan tidak turun kebawah mengikuti gravitasi.
Dibawah ini adalah gambar dan penjelasan posisi pengelasan vertikal:
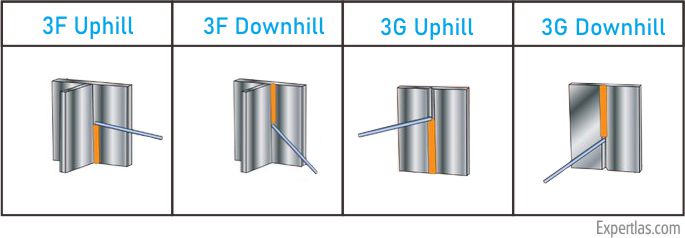
1. Posisi 3F Uphill/PF
Posisi 3F Uphill/PF merupakan proses las penyambungan plat dengan plat, dengan arah gerakan elektroda kedepan dan jalur pengelasannya dari bawah ke atas.
2. Posisi 3F Downhill/PG
Sedangkan 3F Downhill merupakan posisi proses las plat dengan plat, dengan arah elektroda menghadap kedepan dan jalur pengelasannya dari atas ke bawah.
3. Posisi 3G Uphill/PF
Merupakan bentuk sambungan tumpul butt joint, proses las penyambungan plat dengan plat, dengan arah elektroda kedepan dan jalur pengelasannya dari bawah ke atas.
4. Posisi 3G Downhill/PG
Merupakan bentuk sambungan tumpul butt joint, pengelasan penyambungan plat dengan plat, dengan arah elektroda kedepan dan jalur pengelasannya dari atas ke bawah.
Posisi Pengelasan di atas kepala / Overhead
Pengelasan posisi di atas kepala dikenal dengan pengelasan posisi 4 pada standart kode ASME. Untuk standar ISO jika yang dilakukan adalah pengelasan Fillet 4F maka disebut posisi PD. Sedangkan jika yang dilakukan itu pengelasan butt joint 4G maka disebut PE.
Berikut ini adalah gambar dan penjelasan posisi tegak di atas kepala :
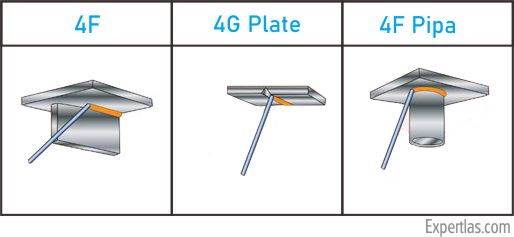
1. Posisi 4F/PD
Posisi 4F merupakan bentuk sambungan fillet plat dengan plat, dengan arah elektroda las / busur listrik menghadap ke atas.
2. Posisi 4F Pipa/PD
4F Pipa merupakan las fillet, penyambungan plat dengan pipa, dengan arah elektroda las menghadap ke atas.
3. Posisi 4G Plate/PE
4G plate termasuk kedalam jenis sambungan butt joint, penyambungan plat dengan plat dengan arah elektroda menghadap ke atas.
Pengelasan Pipa
Untuk pengelasan pipa ini termasuk kedalam posisi pengelasan vertikal, tapi memang dalam praktek posisi las nya berlaku all position atau mencakup semua posisi.
Untuk kode penamaan sesuai standar ASME ada posisi 5G dan 6G, sedangkan di standart ISO namanya terbagi menjadi 4 yaitu PJ, PH, H-LO45 dan J-LO45.
Dibawah ini adalah gambar dan penjelasan posisi las pipa sesuai kode ASME dan ISO.
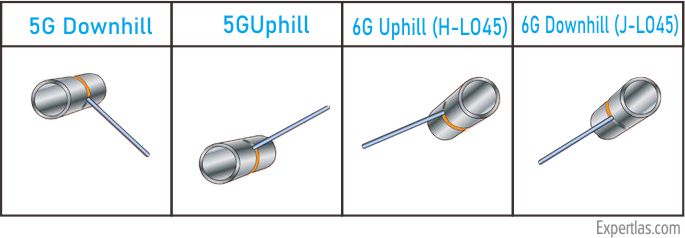
1. Posisi 5G Downhill/PJ
Pengelasan butt joint sambungan pipa dengan pipa dengan peletakkan lurus. Untuk downhill maksutnya adalah pengerjaan jalur las dilakukan pengelasan dari atas arah jam 12 ke jam 6.
2. Posisi 5G Uphill/PH
Sebaliknya dengan downhill, posisi 5G uphill dilakukan pengelasan dijalur las dengan pengerjaan dilakukan mulai arah jam 6 menuju jam 12 (dari bawah ke atas).
3. Posisi 6G Uphill/H-LO45
Posisi 6G termasuk dalam butt joint, sambungan pipa dengan pipa yang diletakkan miring dengan sudut 45 derajat. Uphill maksutnya adalah arah pengelasannya dari bawah ke atas.
4. Posisi 6G Downhill/J-LO45
Perbedaan dengan posisi 6G Uphill terletak pada cara pengerjaan jalur pengelasannya yaitu dari arah atas ke bawah.
Mungkin cukup artikel saya mengenai macam posisi pengelasan pada pelat dan pipa, saya berharap bisa menambah wawasan , jika ada pertanyaan bisa berkomentar dibawah ini atau anda bisa kontak saya di halaman tentang saya. Terima kasih.




6 Comments
Your comment is awaiting moderation.
all the time i used to read smaller articles that also clear their motive,
and that is also happening with this post which I am reading
here.
Here is my web blog :: deneme bonusu veren siteler
Your comment is awaiting moderation.
На сайте https://t.me/azino777_a вы найдете огромное количество свежих, актуальных и содержательных новостей, которые представлены на тему популярного онлайн-заведения «Azino 777» . Его по достоинству оценило огромное количество посетителей, ведь площадка работает максимально честно, уважает своих посетителей, ценит их время. Именно здесь, в первую очередь, появляются интересные, увлекательные новости. Вы узнаете о них первым. На этом канале публикуются промокоды, бонусы для более зрелищной игры.
Your comment is awaiting moderation.
На сайте https://koch-market.ru/ закажите звонок для того, чтобы воспользоваться услугами детейлинг центра. Есть возможность воспользоваться такими услугами, как оклейка кузова автомобиля, винилография на мотоцикл, тюнинг фар, оклейка антигравийной пленкой. Для того чтобы сориентироваться в выборе, необходимо изучить примеры работ – те проекты, которые реализованы. Также на сайте представлены и содержательные, любопытные статьи на данную тему. Все специалисты, работающие в компании, отличаются большим опытом.
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
Darknet — это закрытая область интернета, куда можно попасть с использованием специальные программы, такие как I2P.
Здесь размещаются официальные , например, обменные сервисы и другие площадки.
Одной из крупнейших платформ была Блэк Спрут, которая предлагала торговле различных товаров.
bs2best
Такие ресурсы довольно часто функционируют на анонимные платежи для повышения конфиденциальности сделок.
Your comment is awaiting moderation.
Ищете качественные окна в Тюмени? Посетите сайт https://okkna.ru/ и вы найдете производителя широкого ассортимента продукции, а также установку и ремонт окон высокого качества. Широкий выбор энергоэффективных конструкций. Профессиональный ремонт и установка от опытных мастеров. Узнайте на сайте стоимость всех услуг.
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
web siteniz çok güzel başarılarınızın devamını dilerim. makaleler çok hoş sürekli sitenizi ziyaret edeceğim
Your comment is awaiting moderation.
Hi there to all, because I am really eager of reading this website’s post to be updated on a
regular basis. It carries good information.
my site: HAKANAKAS
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
На сайте https://down-web.ru/ у вас появится возможность скачать ресурс в режиме реального времени. Этот комфортный, надежный сервис поможет максимально оперативно скачать все, что нужно. Все файлы будут загружаться максимально быстро, аккуратно и безопасно. Вы сможете протестировать этот сервис прямо сейчас. Для того чтобы понять, как правильно пользоваться сервисом, почитайте инструкцию. Также вы почитаете и о том, что представляет собой скачивание сайта и для чего нужно его скачивать. Здесь рассматриваются и способы скачивания портала.
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
This is my first time visit at here and i am really pleassant to read all at one place.
Review my blog :: PGSLOT
Your comment is awaiting moderation.
Сайт настроим-яндекс-директ.рф предлагает профессиональные услуги. Мы располагаем глубочайшими знаниями платформы Яндекс Директ. Учитываем особенности вашего бизнеса и предлагаем наилучшую стратегию. Настроены на долгосрочные взаимоотношения. Ищете настройка яндекс директ? Xn—–6kcrbecsfrepkel5alfjkq8y.xn--p1ai – тут отзывы клиентов представлены, посмотрите их сейчас. Воспользуйтесь достоинствами ведения контекстной рекламы в Яндекс Директ с нашей командой. Поможем с максимальной эффективностью достичь ваших бизнес-целей!
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
На сайте https://organ-hall.ru вы сможете получить уникальный опыт, играя в популярное онлайн-заведение «Vodka Casino», которое заполучило огромное количество поклонников благодаря своей честной и прозрачной политике, большому количеству бонусов. Здесь находятся автоматы, промокоды, бонусы для более зрелищной и интересной игры. Этот клуб создан с использованием новых технологий, поэтому предоставляет безупречный уровень сервиса, регулярные выплаты, интересные функции. С этим заведением вы сможете позволить себе больше!
Your comment is awaiting moderation.
На сайте https://t.me/rahvalskiy_team воспользуйтесь возможностью заказать такую популярную услугу, как продвижение в Нижнем Новгороде и по любому другому городу. В компании работают лучшие, проверенные и талантливые специалисты, которые подберут для вас оптимальный вариант для того, чтобы ваш бизнес стал востребованным. Сотрудники изучат рынок, а также подберут наиболее уместную и работающую стратегию, которая обязательно вам подойдет. Воспользуйтесь комплексными рекламными услугами. Они обойдутся недорого.
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Fasvek кровельные материалы высокого качества предоставляет. Вся продукция имеет подробное описание с указанием характеристик и технических параметров. Прежде чем заказ сделать, с ними детальнее ознакомьтесь. Цены доступны каждому. Многие люди остались довольны сотрудничеством с нами. https://fasvek.ru – тут наши работы представлены. Вы сможете узнать, что дает контролита применение. Специалисты компании Вектор – истинные профессионалы своей работы. Если необходима помощь, оставьте на портале ваш контактный номер, и мы в ближайшее время вам перезвоним.
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
Подкладка приятная к телу!
женские костюмы томск
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
Компания Мега скупка https://mega-skupka.com/ работает по городу Санкт-Петербурге. Нам можно продать ваши старые и новые гаджеты, а именно смартфоны, ноутбуки, iphone, apple, macbook, игровые Пк, Даем на 25% больше других конкурентов на месте.
Your comment is awaiting moderation.
web siteniz çok güzel başarılarınızın devamını dilerim. makaleler çok hoş sürekli sitenizi ziyaret edeceğim
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
INCREDIBLY REALISTIC SEX DOLL WITH METAL SKELETON!
Feel the difference – just like a real partner!
ULTRA-SOFT SKIN that perfectly mimics the touch of real human skin – indistinguishable!
Anatomically accurate proportions, just like a real woman – every curve in perfect harmony!
WHY IS THIS DOLL EVERY MAN’S DREAM?
– FLEXIBLE METAL FRAME – holds any position you can imagine!
– 100% SAFE – non-toxic medical-grade material, certified by CCIC – no weird smells, just pure pleasure!
– MAXIMUM VERSATILITY – enjoy vaginal, anal, oral, breast play and anything else you desire!
– EASY MAINTENANCE – simple to keep clean and fresh!
EXCLUSIVE OFFER! Get yours now at the best price – while stocks last TOP-RATED Love Doll on AliExpress with RAVING REVIEWS!!
GET YOUR LUXURIOUS COMPANION NOW!
Discreet neutral packaging – 100% privacy guaranteed!
This isn’t just a doll – it’s the fulfillment of your deepest desires! Don’t miss out – **order now and experience ultimate pleasure!
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
Have you ever considered about adding a little bit more
than just your articles? I mean, what you say is fundamental
and everything. However think about if you added some great pictures
or videos to give your posts more, “pop”! Your content
is excellent but with images and video clips, this site could undeniably be
one of the greatest in its field. Awesome blog!
My web-site … esta usa visa
Your comment is awaiting moderation.
На сайте https://t.me/rahvalskiy_team закажите продвижение своего ресурса как в Нижнем Новгороде, так и во всем мире. Все работы проводятся строго под ключ. За реализацию всех проектов отвечают надежные, проверенные и знающие сотрудники с огромным опытом. Здесь специально для вас разработают комплексную стратегию, которая поможет вашему бизнесу появиться на первых позициях. На этом предприятии получится воспользоваться всеми маркетинговыми инструментами. Если и вы хотите вывести бизнес на другой уровень, то воспользуйтесь услугами предприятия.
Your comment is awaiting moderation.
Посетите сайт https://pech.pro/ это магазин печей, каминов и все для отделки бани. Зайдите в каталог и вы найдете существенный выбор – камины, печи, котлы отопительные, дымоходы, печи для дачи и многое другое по самым выгодным ценам. Действует доставка по Ярославлю и всей России. Профессионально осуществляем подключение, монтаж отопительных устройств и их защиты от возгорания.
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
fantastic points altogether, you simply won a logo new reader.
What may you recommend in regards to your post that you just made a few days ago?
Any certain?
Feel free to visit my web blog; EssayService reviews
Your comment is awaiting moderation.
Vous pouvez ainsi explorer le monde à votre rythme, sans dépendre d’autres joueurs.
My blog; 無料アダルト 明日
Your comment is awaiting moderation.
Great beat ! I would like to apprentice while you
amend your website, how can i subscribe for a blog site?
The account aided me a applicable deal. I have been tiny bit familiar
of this your broadcast offered vivid clear concept
Take a look at my website … sex video
Your comment is awaiting moderation.
На сайте https://sanobrabotkarf.ru/ закажите консультацию для того, чтобы оформить такую полезную услугу, как профессиональная дезинфекция. В компании применяются только проверенные, надежные препараты, которые считаются полностью безопасными для человека, животного. Работы выполняются лучшими сотрудниками, у которых есть сертификаты на оказание услуг, а также строго в оговоренные сроки. Специально для вас качественное, комплексное обслуживание. Сотрудники применяют инновационные, уникальные технологии для достижения результата.
Your comment is awaiting moderation.
Today, while I was at work, my sister stole my iPad and tested to see if
it can survive a 30 foot drop, just so she can be a youtube sensation. My apple
ipad is now destroyed and she has 83 views. I know this is entirely off topic
but I had to share it with someone!
Look at my homepage Ford Everest
Your comment is awaiting moderation.
Magnificent website. Plenty of useful info here.
I’m sending it to some friends ans additionally sharing in delicious.
And naturally, thank you to your effort!
My page; hot latina porn
Your comment is awaiting moderation.
На сайте https://mos-stroi-alians.ru/ уточните телефон компании, чтобы воспользоваться такой нужной услугой, как кровля крыш независимо от сложности. На предприятии трудятся высококлассные, квалифицированные сотрудники, которые справятся с решением вопроса очень быстро, на профессиональном уровне. В работе применяются только лучшие, инновационные материалы, особые технологии для нужного результата. Работы ведутся и в выходной день. На все услуги даются гарантии, потому как компания уверена в их качестве.
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
I truly love your blog.. Great colors & theme. Did you
create this web site yourself? Please reply back as I’m wanting
to create my own personal site and want to learn where you got this from or what the theme is called.
Thanks!
Feel free to visit my web page; esta usa visa
Your comment is awaiting moderation.
Hi! Do you know if they make any plugins to safeguard against hackers?
I’m kinda paranoid about losing everything I’ve worked hard on. Any suggestions?
Also visit my blog; premium web hosting, Woodrow,
Your comment is awaiting moderation.
We’re a group of volunteers and starting a new scheme in our community.
Your web site provided us with valuable information to work on. You’ve done an impressive job and our entire community will be thankful to you.
Check out my homepage; best hosting services
Your comment is awaiting moderation.
What’s up, I check your blogs daily. Your writing style is awesome, keep doing what you’re doing!
Feel free to surf to my homepage: esta usa visa
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
На сайте https://t.me/s/official_izzicasino/ регулярно публикуются свежие и актуальные новости, которые касаются известного виртуального заведения «IZZI Casino». На этом канале вы найдете только содержательную, полезную информацию, которая обязательно пригодится, если являетесь фанатом этого игрового клуба. Здесь регулярно выкладываются анонсы турниров, выигрышные бонусы, а также фриспины и многое другое, что сделает игру более зрелищной, увлекательной. Вся информация об игорном заведении теперь в одном месте.
Your comment is awaiting moderation.
Здравствуйте!
Вы слышали когда-нибудь о X GPT Writer, X Parser light или X Translator?
Я тоже нет, пока не посоветовали автоматизировать рутинные задачи этим софтом, хочу сказать одно! Я потом долго не мог поверить,
что можно так автоматизировать рутинные задачи и главное получить на выходе 100% свежий контент, что будут на ура индексировать
поисковые системы)
X-Parser Light парсер контента с сайтов
С X-Parser Light вы получите мощный парсер контента с сайтов, который поможет вам эффективно собирать нужную информацию. Этот инструмент идеально подходит для маркетологов и веб-мастеров, желающих автоматизировать процесс парсинга. Используйте X-Parser Light для создания уникальных материалов и улучшения качества вашего контента. Простой интерфейс и высокая производительность делают его удобным в использовании. Начните использовать X-Parser Light для парсинга контента с сайтов уже сегодня!
X-GPTWriter генератор контента статей
X-GPTWriter — это ваш надежный генератор контента статей, который поможет вам создавать уникальные и интересные материалы. С его помощью вы сможете быстро генерировать статьи на любые темы, привлекая внимание ваших читателей. Используйте X-GPTWriter для повышения качества своих статей и улучшения взаимодействия с аудиторией. Этот инструмент идеально подходит для блогеров и маркетологов. Начните создавать статьи с X-GPTWriter и развивайте свой контент!
Кстати, друг дал купон на скидку 40%: 94EB516BCF484B27
подробности где его вводить указаны на сайте: http://www.xtranslator.ru/x-gpt-writer
Стоит попробовать Друзья, там есть демо, все бесплатно, не пожалеете)
X-Translator уникальный контент генератор
парсеры контента сайта
парсер контента на сайте
X-Parser Light парсер контента бесплатно
X-Translator контент генератор
X-Translator генератора контента
ChatGPT и X-GPTWriter: новая эра контент-маркетинга
генератор контенте
уникализатор текста
контент для сайта генератор
рич контент генератор озона
Удачи!
Your comment is awaiting moderation.
Howdy! I just would like to offer you a big
thumbs up for your great information you have got right here on this post.
I am coming back to your web site for more soon.
Visit my web blog :: best drugs
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
I got this web site from my friend who told me on the topic of this website and at the moment this time I am visiting this web page and reading very informative posts at this place.
my blog :: indo porn
Your comment is awaiting moderation.
На сайте https://doge.coinwatchtoday.ru/ вы узнаете все о криптовалюте Dogecoin (DOGE) – история, новости, торговые идеи, криптобиржи и торговые инструменты, которые позволят вам с выгодой инвестировать или торговать c Dogecoin (DOGE). В отличие от биткоина, DOGE предлагает быстрые и дешевые транзакции, оставаясь при этом удобным средством микроплатежей и благотворительности. Простота и низкие комиссии!
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
На сайте https://t.me/rahvalskiy_team уточните то, какие услуги оказываются популярной и проверенной компанией «RAHVALSKIY TEAM», которая предлагает создать уникальный, функциональный сайт. Он будет работать специально для вас и раскрутки бизнеса. В обязательном порядке разрабатывается особая эффективная стратегия. В компании работают проверенные, знающие и квалифицированные сотрудники, которые учитывают потребности всех клиентов. Воспользуйтесь комплексными услугами для организации бизнеса.
Your comment is awaiting moderation.
На сайте https://gk-psk72.ru/ закажите звонок для того, чтобы приобрести ЖБИ от производителя. Прямо сейчас воспользуйтесь возможностью изучить всю продукцию, которая обязательно вам пригодится. А для того, чтобы узнать об особенностях работы предприятия, необходимо изучить портфолио. Компания оказывает услуги в строительной деятельности более 10 лет. Всего в каталоге более чем тысяча наименований. Есть возможность воспользоваться комплексным предложением товаров, услуг. Преимуществом обращения в компанию является и небольшая стоимость.
Your comment is awaiting moderation.
Hi there, everything is going well here and ofcourse every one is sharing data, that’s really fine,
keep up writing.
my homepage anal sex
Your comment is awaiting moderation.
АнтикорМастер предлагает квалифицированные услуги. Наша политика ценообразования прозрачна. Стремимся процесс ухода за вашим авто сделать долгосрочным и легким. Запишитесь на диагностику бесплатную, чтобы следить за состоянием вашего покрытия антикоррозийного. https://xn—-7sbbummpeluekfi.xn--p1ai/ – здесь узнаете, почему нас выбирают. Предоставляем лазерную чистку, которая действенно убирает ржавчину, не оставляя следов. Предоставляем до 10 лет на осуществленные работы письменную гарантию. Оставьте личные контакты на сайте, и мы с вами свяжемся.
Your comment is awaiting moderation.
Excellent way of telling, and nice paragraph to get facts regarding
my presentation focus, which i am going to deliver in school.
Take a look at my blog :: restbet
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Здравствуйте любители видеопроката!
Смотреть зарубежные сериалы бесплатно онлайн на всех устройствах. У нас есть новинки, которые можно смотреть без рекламы. смотреть зарубежные сериалы Все сезоны и эпизоды загружаются мгновенно. Подключайтесь и наслаждайтесь качественным контентом.
Смотреть зарубежные сериалы бесплатно онлайн — это быстро и удобно. У нас нет рекламы, скрытых платежей или подписок. Все эпизоды загружаются мгновенно. Смотрите все новинки и старые хиты без перерывов. Приятного просмотра!
Заходите и смотрите все от hulu онлайн – https://lordseriala.win/xfsearch/perevod/hdrezka%20studio/
новые турецкие сериалы смотреть, смотреть онлайн сериалы 2020, сериал смотреть в hd
смотреть сериал макаров, фильмы смотреть лорд сериал, сериалы онлайн бывшие смотреть бесплатно
Удачного просмотра!
Your comment is awaiting moderation.
Mostbet DE Deutschland – führende Wettplattform für
Casino-Spiele .
Your comment is awaiting moderation.
Mostbet Oficiální Stránky
CZ – moderní platforma pro milovníky živých her.
Your comment is awaiting moderation.
Реєструйтесь зараз та насолоджуйтесь іграми .
мостбет
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
Mostbet Pakistani bettors Pakistan – trusted betting platform for sports betting .
Your comment is awaiting moderation.
Mostbet Casino PT – diversão garantida para jogadores.
Oferece jogos de alta qualidade . Mostbet Casino PT
Your comment is awaiting moderation.
Mostbet مصر
Your comment is awaiting moderation.
Mostbet BD tətbiqi ilə hər yerdə oynayın mostbet
Your comment is awaiting moderation.
Mostbet-এ একটি নতুন অধ্যায়
খুলুন – আপনার মজার
জন্য mostbet
Your comment is awaiting moderation.
mostbet cazinoului România –
alegere excelentă pentru bonusuri atractive.
Your comment is awaiting moderation.
खेल पर दांव लगाने का मज़ा लें .
mostbet bonus
Your comment is awaiting moderation.
Mostbet qeydiyyatı – rahat və sadədir . mostbet az casino (Terrence)
Your comment is awaiting moderation.
Mostbet HU Bónusz
Your comment is awaiting moderation.
Poszukujesz rozrywki online? Bukmacher Mostbet
– najlepszy wybór przedstawia atrakcyjne bonusy i
promocje . Sprawdź sam! mostbet kasyno
Your comment is awaiting moderation.
Сделали доставку с музыкальным поздравлением
розы томск
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
You need to be a part of a contest for one of the most useful sites on the
internet. I am going to recommend this blog!
Feel free to surf to my site: Macauslot 88
Your comment is awaiting moderation.
Hello, Neat post. There is a problem with your site in web explorer, might test
this? IE still is the market leader and a big portion of other people will pass over your magnificent writing because of this problem.
Feel free to surf to my web blog … african porn
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Ищете куда сходить в Ижевске? Посетите сайт https://izhfun.ru/ и вы найдете главные развлечения Ижевска и где отдохнуть. Выбирайте категории: кафе и рестораны, квизы и игры, театры, концерты, другие мероприятия и места и смотрите текущие или будущие события. Выбирайте интересное времяпрепровождение вместе с нами! Самая актуальная информация на нашем сайте как получить незабываемые эмоции!
Your comment is awaiting moderation.
Greetings from Carolina! I’m bored at work so I decided to browse your website on my iphone during lunch break.
I really like the knowledge you present here and can’t wait to take a look when I
get home. I’m surprised at how fast your blog loaded on my mobile
.. I’m not even using WIFI, just 3G .. Anyways, superb blog!
Stop by my web-site; blow job
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
На сайте https://mybeterex.com/ вы сможете уточнить всю необходимую информацию по поводу надежной и проверенной компании «BETEREX», которая предлагает полный комплекс услуг, связанных с ведением бизнеса в Китае. У вас появляется возможность заказать доставку грузов, товаров. Кроме того, вы сможете рассчитывать на получение всех необходимых образцов, а также переговоры с другой стороной. Будут решены все вопросы, независимо от сложности. Воспользуйтесь профессиональной консультацией, чтобы уточнить информацию.
Your comment is awaiting moderation.
Наша компания https://etbpro.ru/ предлагает комплексные решения для проектирования, монтажа, модернизации и технического обслуживания высокотехнологичных электронных систем: видеонаблюдение, пожарная сигнализация, скуд, электрооборудование, охранная сигнализация и автоматизированные системы управления. ООО ЭТБ Ваш надежный партнер в обеспечении безопасности. Подробнее на сайте.
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
I am in fact thankful to the owner of this site who
has shared this great post at at this time.
Feel free to visit my web page – Deneme Bonusu Veren Siteler
Your comment is awaiting moderation.
Hi there mates, how is everything, and what you would like to
say concerning this piece of writing, in my view
its really awesome in support of me.
Also visit my blog; lick vagina
Your comment is awaiting moderation.
UpakovkaRus – компания, которая доступной стоимостью и надежностью характеризуется. Производим приличный выбор изделий из ПВХ и спанбонда. Используем материалы, отличающиеся высочайшим качеством. Всегда любые пожелания и требования заказчиков учитываем. https://upakovkarus.ru – здесь представлены примеры готовой продукции. Если не отыщите необходимый вариант, пришлите нам фото вашей модели, такую же осуществим. Вы в любое время можете нам позвонить, контакты указаны на сайте. Мы дорожим нашими клиентами. С нетерпением ждем ваших заявок!
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Доброго!
Вы слышали когда-нибудь о X GPT Writer, X Parser light или X Translator?
Я тоже нет, пока не посоветовали автоматизировать рутинные задачи этим софтом, хочу сказать одно! Я потом долго не мог поверить,
что можно так автоматизировать рутинные задачи и главное получить на выходе 100% свежий контент, что будут на ура индексировать
поисковые системы)
X-GPTWriter генератор контента бесплатно
С X-GPTWriter вы сможете использовать генератор контента бесплатно, что делает его доступным для каждого. Этот инструмент идеально подходит для студентов, блогеров и предпринимателей, желающих создавать уникальные материалы без лишних затрат. Используйте X-GPTWriter для генерации идей, статей и постов, которые будут интересны вашей аудитории. Простота использования и высокая эффективность делают его незаменимым в вашей работе. Начните создавать контент с X-GPTWriter бесплатно уже сегодня!
X-GPTWriter контент идея генератор
Ищете идеи для контента? X-GPTWriter — ваш идеальный контент-идея генератор! Он поможет вам создать уникальные и интересные темы для статей и постов. Просто введите свои предпочтения, и X-GPTWriter предложит вам множество креативных решений. С его помощью ваша аудитория всегда будет в курсе свежих и актуальных материалов!
Кстати, друг дал купон на скидку 40%: 94EB516BCF484B27
подробности где его вводить указаны на сайте: http://xtranslator.ru/
Стоит попробовать Друзья, там есть демо, все бесплатно, не пожалеете)
генератор контента дмитрий воробьев
генератор контента бесплатно
уникализатор английского текста X-Translator
уникализатор текста лучший X-GPTWriter
генератор контент плана онлайн бесплатно
генератор контента на русском языке
X-GPTWriter контент генератор
уникализатор текста для авито онлайн X-Translator
уникализатор текстов лучший X-Translator
X-Translator генератор идей для контента
генератор контента дмитрий воробьев
Удачи!
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
На сайте https://t.me/official_izzicasino/ представлены новости, которые будут вам интересны. Так, находясь в любом месте, вы получите возможность отслеживать появление новостей, свежих данных, полезной информации, которая вам обязательно пригодится. Здесь всегда публикуются промокоды, акции, которые сделают игру более интересной, увлекательной, динамичной. Важная информация выкладывается здесь регулярно, чтобы вы были в курсе последних событий. Теперь вся ценная информация окажется в одном месте.
Your comment is awaiting moderation.
Привет всем!
Зарубежные сериалы бесплатно онлайн смотреть на всех устройствах. Мы обновляем коллекцию каждый день. зарубежные сериалы смотреть бесплатно в хорошем качестве онлайн Все новинки доступны без перерывов. Смотрите любимые шоу в любое время, наслаждайтесь качественным видео!
Зарубежные сериалы смотреть бесплатно онлайн без регистрации. Все новинки и эпизоды доступны мгновенно. Смотрите лучшие шоу без скрытых платежей. Погружайтесь в мир новых историй прямо сейчас!
Заходите и смотрите все от hulu онлайн – https://lordseriala.win/xfsearch/perevod/hdrezka%20studio/
все тяжкие смотреть сериал, смотреть сериал онлайн 2023 русские, сериал 2014 смотреть
детективы онлайн сериал, смотреть турецкие сериалы комедии онлайн, онлайн бесплатно детективы сериалы
Удачного просмотра!
Your comment is awaiting moderation.
http://bazyydlyaxrumerkupitt.ru/ – Купить базы для Xrumer с гарантией результата
Your comment is awaiting moderation.
Перевозка негабаритных грузов по Москве и всей России. Посетите сайт https://promtransservice.ru/ и вы сможете заказать быструю и надежную транспортировку от компании ПРОМТРАНС-СЕРВИС. Гарантируем своевременную перевозку крупногабаритных и тяжеловесных грузов! Просто, безопасно, доступно: гарантируем выдачу всех необходимых бухгалтерских документов, точное соблюдение оговорённых сроков, страховку груза (по желанию клиента), удобный способ оплаты.
Your comment is awaiting moderation.
Заказала срочно — привезли вовремя! Спасибо!
заказ цветов томск
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
На сайте https://koch-market.ru/ ознакомьтесь со всем перечнем услуг, которые предлагает популярный детейлинг центр. К примеру, вы сможете воспользоваться тюнингом фар, брендированием авто, оклейкой антигравийной пленкой, перетяжкой салона, брендированием авто. Все услуги выполняются в минимальные сроки и по доступной стоимости. Оцените результаты работы, изучив портфолио. В блоге находится огромное количество полезных, информативных статей, которые помогут разобраться в вопросе. Обращайтесь в эту компанию и вы, чтобы все услуги были выполнены на должном уровне.
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
I’m extremely impressed along with your writing skills as well as with the structure to your blog.
Is that this a paid theme or did you modify it your self?
Either way stay up the excellent high quality writing, it
is uncommon to peer a great blog like this one these days..
Visit my webpage spacenet one
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
Сайт https://t.me/azino777_a является официальным каналом популярного онлайн-заведения «Azino 777». Только здесь находятся самые последние новости, а также увлекательные анонсы слотов, турниров. На сайте также публикуются и бонусы, а также промокоды, которые позволят сэкономить. Заходите на этот сайт для того, чтобы получить больше полезной, важной, содержательной информации на данную тему. С этого канала вы сможете сразу перейти на официальный сайт. Теперь все новости из сферы игр находятся в вашем мобильном.
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
https://www.bazyydlyaxrumerkupitt.ru/ – Официальный магазин баз для Xrumer
Your comment is awaiting moderation.
На сайте https://lufkad.com/ вы сможете заказать качественные, сертифицированные и оригинальные мансардные окна премиального качества и по привлекательной стоимости. Конструкции LUFKAD созданы по уникальным и инновационным технологиям, потому отличаются безупречным качеством, долгим сроком эксплуатации. LUFKAD считается такой компанией, которая выполняет все необходимые работы и в полном объеме. Многие производственные технологии, которые применяются этой компанией, не имеют аналогов. Заказывайте окна по лучшей стоимости.
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
Magnificent goods from you, man. I’ve understand your
stuff previous to and you are just extremely fantastic.
I actually like what you have acquired here, certainly like what you’re stating and the way in which you say it.
You make it entertaining and you still care for to keep it wise.
I can not wait to read far more from you. This is really a wonderful
site.
Check out my web-site … korean porn
Your comment is awaiting moderation.
Компания «ВудХаус495» предоставляет профессиональные услуги. Мы выполнили больше 20 000 строительно-отделочных работ домов деревянных. Гарантируем лучшую цену на рынке. Договор составляем, в котором все моменты детально прописываем. http://woodhouse495.ru – тут более подробная информация о нас представлена. Применяем исключительно высокого качества материалы. В кратчайшие сроки выполняем поставленные перед нами задачи. Предоставляем каждому клиенту индивидуальный подход. Заполните на ресурсе форму, и мы в ближайшее время вам перезвоним.
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Сервис бесплатных объявлений №1 хорошо зарекомендовал себя, о чем свидетельствуют отзывы. Плюсы: удобный интерфейс, огромная база объявлений, широкий выбор категорий для размещения и поиска предложений. Заходите и регистрируйтесь. Найдите своего покупателя! Ищете объявления доска купить одежду? Ynla.ru – здесь меньше вероятности столкнуться с мошенниками. Несмотря на простой интерфейс, портал довольно функционален. Регистрация пару минут занимает. Наш сервис оптимизирован для смартфонов, планшетов и ПК. Пользуйтесь настоящей доской объявлений!
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
Everything is very open with a really clear description of the challenges.
It was really informative. Your site is useful. Many thanks for sharing!
Here is my blog … japan porn
Your comment is awaiting moderation.
I’m truly enjoying the design and layout of your site.
It’s a very easy on the eyes which makes it much more pleasant for me to come here and visit more often. Did
you hire out a developer to create your theme?
Fantastic work!
My web site … viagra
Your comment is awaiting moderation.
На сайте https://lilibum.ru вы обязательно найдете вторую половинку для того, чтобы пообщаться, завести знакомства, найти человека для любви, серьезных отношений. Здесь ни одна сотня анкет, среди которых вы точно найдете того, кто симпатичен. Сразу напишите ему и пригласите на долгожданное свидание, чтобы пообщаться, узнать о его интересах, а потом, возможно, и создать семью. Постоянно выкладываются новые анкеты для того, чтобы вы обязательно подобрали родственную душу для любых целей. Для доступа ко всем функциям пройдите регистрацию.
Your comment is awaiting moderation.
I’m curious to fibd out what blog system you are utilizing?
I’m experiencing some minor security issues with my latest sitee and I
would like to find something more risk-free. Do you have any recommendations?
Alsso visit mmy blog posst … solicitors
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
http://bazyydlyaxrumerkupitt.ru – Лучшие базы для Xrumer по доступной цене
Your comment is awaiting moderation.
Доброго любители сериалов онлайн!
Зарубежные сериалы бесплатно онлайн смотреть без ограничений! На нашем сайте все новинки доступны сразу. зарубежные сериалы онлайн бесплатно смотреть в хорошем качестве Все эпизоды и сезоны загружаются моментально. Смотрите сериалы в удобное для вас время без рекламы. Погружайтесь в мир увлекательных сюжетов!
Смотреть онлайн зарубежные сериал без регистрации и подписки. Лучшие шоу всегда под рукой. Погружайтесь в самые популярные проекты. Наслаждайтесь просмотром без рекламы и ограничений. Получите доступ к новинкам сразу после выхода.
Заходите и смотрите финтастику без регистрации – https://lordseriala.tech/tureckie/
сериалы во все тяжкие смотреть онлайн, сериалы 2016 смотреть онлайн, смотреть бесплатно сериал 7 серия
русские и сериалы смотреть, фильмы сериалы онлайн, смотреть бесплатно турецкий сериал на русском языке
Удачного просмотра!
Your comment is awaiting moderation.
Компания СанОбработка специализируется на предоставлении компетентных услуг по дезинсекции, дезинфекции, дератизации. Гарантируем высокий уровень действенности и безопасности. Обращайтесь к нам при необходимости. https://sanobrabotkarf.ru – здесь можете ознакомиться с отзывами клиентов. Наши опытные специалисты готовы приехать в любое время к вам на помощь. Они проведут тщательную обработку и будут использовать сертифицированные европейские препараты. Проблема решится, ваш дом станет вновь уютным и безопасным.
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
Hi there to all, it’s actually a nice for me to pay
a visit this web site, it includes helpful Information.
my web-site … thuốc nổ
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
Hey very nice blog!
Here is my site; asian esscort
Your comment is awaiting moderation.
Thank you for any other informative site. Where else may just I get that kind of info written in such a perfect means?
I have a undertaking that I am just now running on, and I’ve been at
the glance out for such info.
My site … pornleaders.top
Your comment is awaiting moderation.
Доброго любители сериалов онлайн!
Зарубежные сериалы онлайн бесплатно смотреть без рекламы и подписки. Мы предлагаем только качественный контент. смотреть онлайн зарубежные сериал Все новые серии загружаются мгновенно. Смотрите в любом месте и на любом устройстве. Получите удовольствие от качественного просмотра.
Зарубежные сериалы смотреть бесплатно онлайн в хорошем качестве — это просто и удобно! У нас собраны лучшие проекты. Смотрите сериалы без рекламы, наслаждайтесь отличным качеством видео. Погружайтесь в мир новых историй.
Заходите и смотрите лучшие фильмы без рекламы – https://lordseriala.org/xfsearch/year/2022/
онлайн мультсериалы, про сериал онлайн, сериалы онлайн смотреть бесплатно 2020 в хорошем
смотреть сериал игры, 2016 смотреть сериал, смотреть сериал зимородок турецкий на русском бесплатно
Удачного просмотра!
Your comment is awaiting moderation.
I got this web site from my buddy who shared with me on the
topic of this web page and now this time I am visiting this web site and reading very informative articles here.
My page pornarchive.top
Your comment is awaiting moderation.
Здравствуйте любители видеопроката!
Зарубежные сериалы бесплатно онлайн смотреть с качественным переводом и отличной озвучкой. Получите доступ к новым проектам. зарубежные сериалы онлайн бесплатно смотреть в хорошем качестве Смотрите без перерывов и рекламы. Все сезоны доступны мгновенно. Приятного вам просмотра и хорошего настроения!
Смотреть зарубежные сериалы онлайн бесплатно с хорошим качеством и без перерывов. Все сезоны и эпизоды доступны мгновенно. Погружайтесь в мир увлекательных сюжетов. Смотрите без рекламы и наслаждайтесь качественным контентом!
Заходите и смотрите мульт сериалы бесплатно онлайн – https://lordseriala.one/xfsearch/perevod/hdrezka%20studio/
постучись в мою дверь смотреть сериал, склифосовский смотреть сериалы, русские сериалы смотреть онлайн бесплатно 2023
смотреть бесплатно сериал отдел 1 сезон, смотреть сериал 2023 русский, сериал во все тяжкое смотреть
Удачного просмотра!
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
I for all time emailed this weblog post page to all my associates, since if like to read it after that
my links will too.
Also visit my web site thepornlist.top
Your comment is awaiting moderation.
http://www.bazyydlyaxrumerkupitt.ru – Базы для Хрумера с проверенной эффективностью
Your comment is awaiting moderation.
бесплатный онлайн генератор QR кодов
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Доброго любители сериалов онлайн!
Смотреть зарубежные сериалы бесплатно онлайн с моментальной загрузкой и отличным качеством. Все эпизоды сразу после премьеры. зарубежные сериалы бесплатно онлайн смотреть Мы обновляем коллекцию регулярно. Выбирайте и смотрите в HD качестве. Приятного просмотра!
Смотреть онлайн бесплатно зарубежные сериалы – это легко. Вам не нужна регистрация и подписка. Просто выберите шоу и начните просмотр. Наслаждайтесь высоким качеством видео. Новинки доступны сразу после премьеры.
Заходите и смотрите финтастику онлайн – https://lordseria5.org/xfsearch/year/2022/
детективы сериал смотреть онлайн, российские сериалы смотреть бесплатно онлайн, смотреть сериал шеф в хорошем качестве бесплатно
2 смотреть сериал 1, смотреть сериал белый, сериал русские смотреть онлайн
Удачного просмотра!
Your comment is awaiting moderation.
Добрый день киноманы!
Смотреть зарубежные сериалы бесплатно онлайн в HD качестве. Мы обновляем коллекцию каждый день. зарубежные сериалы смотреть бесплатно в хорошем качестве онлайн Все эпизоды и сезоны загружаются моментально. Смотрите новинки и лучшие проекты. Приятного просмотра!
Зарубежные сериалы онлайн бесплатно смотреть на всех устройствах с качественным видео. Мы обеспечиваем лучший опыт просмотра. Погружайтесь в мир увлекательных шоу. Смотрите любимые сериалы без рекламы!
Заходите и смотрите лучшее от netfix без рекламы – https://lordseriala.com/2023-god/
сериал смотреть новые, аниме сериалы с русским переводом смотреть, лихие сериал онлайн
смотреть сериал года онлайн, смотреть бесплатно детективные сериалы, турецкий сериал невеста смотреть бесплатно
Удачного просмотра!
Your comment is awaiting moderation.
Застёжка надёжная, не расстёгивается!
женский костюм купить томск
Your comment is awaiting moderation.
Hi there! Quick question that’s totally off topic. Do you know how to make your site mobile friendly?
My web site looks weird when viewing from my apple iphone.
I’m trying to find a template or plugin that might be able to fix this issue.
If you have any suggestions, please share. Thanks!
Here is my web-site; sex trẻ em f68
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
Аренда комфортабельных катеров и яхт в Санкт-Петербурге от https://7futov.spb.ru/ это удобная возможность осуществить водные прогулки по СПб. У нас большой выбор маршрутов и организация мероприятий под ключ. Самые выгодные цены для аренды и большой выбор прогулочных катеров хоть для одного, хоть для большой компании. Посмотрите все наши катера и яхты на сайте по выгодным ценам!
Your comment is awaiting moderation.
When someone writes an article he/she retains the plan of a user in his/her brain that
how a user can understand it. So that’s why this
paragraph is great. Thanks!
My website ma túy đá
Your comment is awaiting moderation.
Ищете топливные карты для юридических лиц и ИП? Обратите внимание на единую топливную карта ЛИОТЭК для бизнеса. Узнайте на сайте https://liotec.ru/ все преимущества выгодной карты Лиотек и какие огромные преимущества она дает, по сравнению с другими картами. Подробнее на сайте.
Your comment is awaiting moderation.
Visit https://gorillacasino-best.com/ we have created a fun, informative and engaging online space where casino lovers, newbies and industry experts can find honest insights, in-depth analysis and valuable strategies in the world of online gambling. Unlike many casino blogs, we are not owned or operated by any gambling company. We provide unbiased content.
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
Добрый день киноманы!
Зарубежные сериалы онлайн бесплатно смотреть с моментальной загрузкой и хорошим качеством видео. Мы обновляем коллекцию каждый день. онлайн зарубежные сериалы Погружайтесь в мир увлекательных историй. Смотрите без рекламы и наслаждайтесь качественным контентом!
Зарубежные сериалы онлайн бесплатно смотреть с хорошим качеством и хорошим звуком. Мы обновляем коллекцию каждый день. Погружайтесь в мир увлекательных шоу. Смотрите любимые сериалы без рекламы!
Заходите и смотрите сериалы без рекламы – https://lordseriala.one/anime-serialy/
смотреть бесплатно детектив сериал, 9 серия сериал смотреть, дом сериал смотреть онлайн
турецкие сериалы новинки 2024 смотреть, смотреть сериал 2020, турецкие сериалы смотреть невеста
Удачного просмотра!
Your comment is awaiting moderation.
Ищете надежных мастеров и бригаду без посредников? Посетите сайт https://poisk-pro.ru/ – это бесплатный подбор надежных исполнителей в сфере ремонта, строительства и других видов услуг от частных лиц и организаций. Более 30000 исполнителей в сфере строительства и ремонта, дизайна, бытовых услуг, ремонта техники и прочих услуг. Подробнее на сайте.
Your comment is awaiting moderation.
bazyydlyaxrumerkupitt.ru – Лучшие базы для Xrumer и GSA
Your comment is awaiting moderation.
Доброго любители сериалов онлайн!
Смотреть онлайн зарубежные сериал без регистрации и рекламы. Открывайте для себя новые истории. смотреть зарубежные сериалы бесплатно онлайн Коллекция обновляется ежедневно. Все эпизоды доступны в высоком качестве. Приятного просмотра без ограничений!
Зарубежные сериалы бесплатно онлайн смотреть на всех устройствах. Подключайтесь и смотрите прямо сейчас. У нас можно найти все новинки. Смотрите любимые сериалы без подписки. Не ограничивайтесь выбором и наслаждайтесь качеством!
Заходите и смотрите финтастику без регистрации – https://lordseriala.org/zarubezhnye-serialy/
сериал я смотреть онлайн, чикатило смотреть сериалы, сериал детективы онлайн
шеф сериалы смотреть онлайн, невеста смотреть онлайн бесплатно турецкий сериал, убийство онлайн сериал
Удачного просмотра!
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
Добрый день киноманы!
Смотреть зарубежные сериалы онлайн бесплатно без рекламы! У нас собраны все лучшие шоу. зарубежные сериалы смотреть бесплатно в хорошем качестве онлайн Погружайтесь в мир захватывающих историй. Смотрите новинки и любимые проекты без подписки и скрытых платежей. Приятного просмотра!
Смотреть зарубежные сериалы онлайн бесплатно на нашем сайте без рекламы и ограничений. Все новинки доступны сразу. Мы обновляем коллекцию каждый день. Смотрите любимые шоу без скрытых платежей. Приятного вам просмотра!
Заходите и смотрите финтастику без рекламы – https://lordseriala.biz/triller/
смотреть фильмы сериалы, новый сериал смотреть онлайн бесплатно, смотреть сериал русский бесплатно в хорошем качестве
смотреть сериал основания осман, мама сериал смотреть, осман турецкий сериал на русском смотреть
Удачного просмотра!
Your comment is awaiting moderation.
Добрый день киноманы!
Зарубежные сериалы бесплатно онлайн смотреть удобно и быстро. У нас есть новинки и популярные проекты. смотреть онлайн бесплатно зарубежные сериалы Смотрите сериалы без рекламы и регистрации. Все эпизоды загружаются моментально. Наслаждайтесь просмотром без задержек.
Смотреть зарубежные сериалы бесплатно онлайн с качественным видео и хорошим переводом. Все эпизоды загружаются мгновенно. Погружайтесь в мир увлекательных шоу. Смотрите без рекламы и скрытых платежей. Наслаждайтесь качественным контентом!
Заходите и смотрите любимые фильмы без регистрации – https://lordseriala.com/serialy/
сериал волк смотреть, смотреть онлайн сериалы триггер, сериал мертвец смотреть
сериал дикий смотреть онлайн, хорошее дело сериал смотреть, сериалы россии смотреть онлайн
Удачного просмотра!
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
Здравствуйте любители видеопроката!
Зарубежные сериалы бесплатно онлайн смотреть с качественным переводом и хорошим звуком. Мы собрали лучшие шоу. смотреть зарубежные сериалы онлайн бесплатно Смотрите премьеры сразу после выхода. Все эпизоды загружаются моментально. Приятного вам просмотра и хорошего настроения!
Смотреть онлайн зарубежные сериалы бесплатно с качественным видео и хорошим звуком. Мы обновляем коллекцию каждый день. Все эпизоды загружаются мгновенно. Погружайтесь в мир увлекательных историй и наслаждайтесь качественным контентом!
Заходите и смотрите финтастику без регистрации – https://lordseriala.tech/drama/
сериалы смотреть онлайн бесплатно в хорошем лордфильм, фильмы сериалы смотреть бесплатно в хорошем, сериал нежная любовь смотреть
смотреть турецкие сериалы на русском языке все, русский сериал 2 сезон смотреть онлайн, смотреть турецкие сериалы в онлайн бесплатно в хорошем качестве
Удачного просмотра!
Your comment is awaiting moderation.
На сайте https://antipoligraf.ru/ почитайте про Институт прикладной психофизиологии. Здесь ведется профессиональная, комплексная подготовка к тому, чтобы пройти полиграф. Учат и тому, чтобы быстро, безопасно и комплексно снять стресс при помощи уникальных и инновационных приборов обратной связи. И самое важное, что все это абсолютно безопасно, при этом гарантированно поможет. Кроме того, ведется обучение саморегуляции при помощи обратной связи. У института огромное количество партнеров, которые стараются работать в комплексе.
Your comment is awaiting moderation.
Caspian Training Group преподаватели компании знают толк в своем деле. Они регулярно курсы повышения квалификации проходят. Вас порадует индивидуальный подход компании. https://xn—-7sbecpcasfm0beeaecirc5b3a2g.kz/ – здесь представлена более подробная информация о нас, ознакомиться с ней можно прямо сейчас. Caspian Training Group помогает компаниям успешно реализовывать проекты корпоративного обучения. Результаты ваши ожидания превзойдут. Сотрудники станут увереннее в своей работе и улучшат навыки взаимодействия в команде.
Your comment is awaiting moderation.
Welcome to the official Joy Casino blog https://officialjoycasino.net/ — a place where you can explore the fascinating world of online gambling from different perspectives: game mechanics, psychology, responsible gaming and industry analytics. If you are looking for a deep dive into gaming strategies, casino technology or responsible gaming tips, you have come to the right place.
Your comment is awaiting moderation.
Ищете оригинальный мерч от любимых российских и зарубежных звезд, фестивалей и шоу? Посетите https://showstaff.ru/ – мы с 2002 года радуем наших клиентов качественной продукцией, доставкой по всей России и поддержкой талантливых артистов. Заходите на наш сайт и выбирайте свой стиль! ShowStaff – это магазин оригинального мерча, официально и качественно. Посетите каталог, и вы обязательно найдете для себя уникальные вещи!
Your comment is awaiting moderation.
Создание QR кодов
Your comment is awaiting moderation.
Доброго любители сериалов онлайн!
Зарубежные сериалы онлайн бесплатно смотреть без рекламы и с отличным качеством. Все сезоны и эпизоды доступны мгновенно. смотреть онлайн бесплатно зарубежные сериалы Смотрите любимые шоу без ограничений. Погружайтесь в мир увлекательных историй!
Смотреть зарубежные сериалы бесплатно онлайн с хорошим качеством видео. Все эпизоды загружаются мгновенно. Мы обеспечиваем вам лучший опыт просмотра. Смотрите новинки и старые хиты без рекламы. Приятного просмотра!
Заходите и смотрите мульт сериалы онлайн – https://lordseria5.org/xfsearch/perevod/hdrezka%20studio/
сериалы фильмы онлайн бесплатно, уголь сериал смотреть онлайн, из смотреть сериал
сериалы русские лордфильм смотреть, осман сериалы смотреть, смотреть сериалы дикий
Удачного просмотра!
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
Компания АБК предлагает аренду бытовок, которые производятся из высококачественных материалов. Ассортимент выбора контейнеров большой, цены приемлемые. Процесс аренды понятен и прост, сотрудники внимательны к пожеланиям, они профессионалы своего дела. Ищете аренда строительных блок контейнеров? Arendabk.ru – сайт, где есть фотогалерея и отзывы. Предоставляем в аренду только надежные контейнеры. Доставим их в кратчайшие сроки. С радостью на все вопросы ответим, и верный выбор поможем сделать. Для нас важно, чтобы вам было приятно с нами работать.
Your comment is awaiting moderation.
На сайте https://remont-okon-63.ru/ уточните номер телефона для того, чтобы воспользоваться такой нужной услугой, как ремонт, регулировка окон независимо от сложности. Прямо сейчас вы сможете воспользоваться возможностью вызвать мастера. Для этого следует указать номер телефона, а также имя. Среди основных услуг, которые оказываются в этой компании, выделяют: ремонт балконных дверей, производство москитных сеток, стеклопакетов. Кроме того, доступен и срочный ремонт конструкций. Все работы выполняются в соответствии с требованиями.
Your comment is awaiting moderation.
На сайте https://smartflow.ru вы сможете выбрать качественную, функциональную сантехнику для обустройства ванной комнаты в доме либо квартире. Ассортимент «SMARTFLOW» включает в себя такие изделия, которые выполнены из высококачественных и современных материалов, безупречного стиля. Все унитазы, биде, модульные ванные идеально впишутся в концепцию. Каждая вещь идеально сочетает надежность, прочность, а также изысканность. Для того чтобы выбрать что-то определенное, изучите галерею, ознакомьтесь и с особой системой смыва «Торнадо».
Your comment is awaiting moderation.
Компания A.X.O.N предлагает квалифицированные услуги. Создаем для бизнеса AI-решения. Работаем с юридическими и физическими лицами по всему миру. Формат и условия оплаты обсуждаются персонально под ваш запрос. https://axonbusiness.ru – тут представлены ответы на популярные вопросы. Вы узнаете, какие задачи можно автоматизировать. Мы выстраиваем бизнес-логику, настраиваем процессы и доводим до результата. Всегда на связи и готовы ответить на интересующие вопросы. Давайте начнем с консультации, это бесплатно.
Your comment is awaiting moderation.
Добрый день киноманы!
Смотреть зарубежные сериалы онлайн бесплатно с качественным видео и хорошим переводом. Все новинки и старые хиты доступны мгновенно. бесплатно зарубежные сериалы смотреть онлайн Погружайтесь в мир новых шоу и наслаждайтесь качественным контентом!
Смотреть зарубежные сериалы бесплатно онлайн на всех устройствах и без ограничений. Мы обновляем коллекцию каждый день. Все новинки и хиты доступны сразу после выхода. Смотрите в удобное время. Приятного просмотра!
Заходите и смотрите аниме бесплатно онлайн – https://lordseriala.biz/fantastika/
смотреть онлайн подборку лучших аниме сериалов, хорошее дело сериал смотреть онлайн бесплатно, сериал онлайн ходячие мертвецы
сериалы онлайн смотреть, российские сериалы бесплатно онлайн, хорошая жена русский сериал смотреть бесплатно
Удачного просмотра!
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
Портал zapchasti-zf-eaton-yakutsk.ru запчасти для грузовых авто предлагает. В ассортименте у нас представлены от множества производителей различные подшипники. Вы можете заказать простые и сложные детали, обратившись к нам. Ищете магазин автозапчасти для грузовых машин? Zapchasti-zf-eaton-yakutsk.ru – здесь можно найти схемы, которые помогут вам лучше разобраться в конструкции трансмиссии и ее компонентах. Мы – команда профессионалов в области поставок автозапчастей для грузовых машин. Предоставляем самые выгодные условия для оптовых закупок автокомпонентов.
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Wow, marvelous blog layout! How long have you been blogging
for? you made blogging look easy. The overall look of
your site is great, let alone the content!
Look at my web page esta usa visa
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Fabric Cotton Cloth Phenolic Resin Bar
Atlas Copco compressor distributors
cheap is louis vuitton cheaper in hawaii LV Bag 2208DJ0006
Atlas Copco compressor distributors
affordable is louis vuitton cheaper in london LV Bag 2208DJ0033
Non-Asbestos Jointing Sheets
affordable is louis vuitton cheaper in italy LV Bag 2208DJ0032
High Temperature Resistance Bakelite Hylam Sheets
affordable is louis vuitton cheaper in france LV Bag 2208DJ0034
Asbestos Rubber Sheet with wire net strengthening
Atlas Copco compressor distributors
Atlas Copco compressor distributors
Acid-Resistance Rubber Sheets
http://www.borisevo.ru
cheap is louis vuitton cheaper in japan LV Bag 2208DJ0024
Atlas Copco compressor distributors
Your comment is awaiting moderation.
Everything is very open with a very clear description of the challenges.
It was really informative. Your website is very useful.
Many thanmks for sharing!
Feel free to visit my website; lawyer article
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
Wonderful site. Plenty of useful information here.
I am sending it to several buddies ans additionally sharing
in delicious. And obviously, thank you on your effort!
My web site: sex children f68
Your comment is awaiting moderation.
I am regular reader, how are you everybody? This paragraph posted at this web page is really nice.
Look at my homepage :: opium
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
базы для хрумера – Лучшие базы для Хрумера по выгодным ценам
Your comment is awaiting moderation.
I’m not sure where you are getting your info, but great topic.
I needs to spend some time learning much more or understanding more.
Thanks for magnificent information I was looking for this information for my mission.
My web site … korean porn
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
бесплатный онлайн генератор QR кодов
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
Букет с розами и альстромериями – гармония и нежность
заказать цветы томск
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
I constantly spent my half an hour to read this webpage’s content
daily along with a mug of coffee.
My web blog: ระบบ CRM ราคาถูก
Your comment is awaiting moderation.
Visit https://bestcasinoideal.com/ and discover expert reviews, top strategies and essential tips. Explore online slots, table games, live dealer experiences. We have compiled a complete collection of the best online casinos and gambling sites for 2025, tested and rated by experts.
Your comment is awaiting moderation.
Hello, i think that i saw you visited my site so
i came to “return the favor”.I’m attempting to find
things to enhance my site!I suppose its ok to use some of your ideas!!
Here is my web-site redhotpicks.top
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
Informative article, totally what I wanted to find.
Feel free to surf to my web site … freesafeporn.top
Your comment is awaiting moderation.
I don’t even understand how I finished up right here, however I assumed this post was great.
I do not recognise who you are however definitely you’re going
to a well-known blogger in case you are not already.
Cheers!
Feel free to surf to my blog post secretpornlist.top
Your comment is awaiting moderation.
I think the admin of this web site is truly working hard in support of his site, as here
every material is quality based stuff.
Here is my website … kinkyrank.top
Your comment is awaiting moderation.
My brother recommended I would possibly like this website.
He used to be totally right. This put up actually made my day.
You cann’t imagine just how so much time I
had spent for this information! Thanks!
Here is my blog: pornmasterlist.top
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
https://bazyydlyaxrumerkupitt.ru/ – Официальный ресурс с базами для Xrumer
Your comment is awaiting moderation.
Официальный партнер окон REHAU https://okna-intex.ru/ это возможность заказать по выгодным ценам окна с установкой под ключ. Ознакомьтесь на сайте со всеми преимуществами окон Рехау или рассчитайте стоимость окон по доступной цене. Мы предлагаем широкий выбор оконных систем, включая пластиковые и алюминиевые окна. Наши окна отличаются высоким качеством, долговечностью и надежностью.
Your comment is awaiting moderation.
แนะนำระบบ ให้แต้มผ่านทาง Line นั้นคือ ระบบ crm ราคาถูก PiNME ตอบโจทร์ทุกการใช้งาน,การแข่งขัน
ระบบ CRM ในปัจุบันสูงมาก และราคาแพง ขอแทนะนำ ระบบ crm ใช้งานง่าย PiNME ตอบโจทร์ทุกการใช้งาน
Your comment is awaiting moderation.
What i don’t realize is in truth how you are now not
actually much more neatly-favored than you might be right now.
You’re so intelligent. You recognize thus
significantly in terms of this matter, made me for my part consider
it from a lot of numerous angles. Its like men and women aren’t involved except it is one thing to accomplish with Woman gaga!
Your individual stuffs excellent. All the time maintain it up!
Feel free to surf to my website :: deneme bonusu 2025
Your comment is awaiting moderation.
базы для хрумера купить – Купить базы для Хрумера с быстрой доставкой
Your comment is awaiting moderation.
Hi, I do think this is a great website. I stumbledupon it 😉 I will come back
yet again since I book marked it. Money and freedom is
the best way to change, may you be rich and continue to guide other people.
my page: blow job
Your comment is awaiting moderation.
бесплатный онлайн генератор QR кодов
Your comment is awaiting moderation.
Hi there, i read your blog from time to time and i own a similar one and i was just curious if you get a lot of spam responses?
If so how do you reduce it, any plugin or anything you can recommend?
I get so much lately it’s driving me insane so any assistance is very much
appreciated.
my site … sex trẻ em f68
Your comment is awaiting moderation.
Hi there! This is my first comment here so I just wanted to give a quick shout out and say
I really enjjoy reading through your blog posts.
Can you suggest any other blogs/websites/forums that
deaal with the same subjects? Thanks for your time!
Reviesw my page: solicitor uk
Your comment is awaiting moderation.
На сайте https://avtomastera.net вы найдете различную полезную, актуальную информацию, которая касается ремонта автомобилей. Здесь представлены самые разные рекомендации, которые обязательно помогут мастерам, ответят на многочисленные вопросы, расскажут обо всех нюансах. Вся информация поделена на категории, чтобы было легче и быстрее сориентироваться. Для того чтобы получить доступ ко всем функциям, пройдите регистрацию. Здесь также вы найдете и программы, которые применяются для диагностики.
Your comment is awaiting moderation.
I do accept as true with all the ideas you’ve presented for your post.
They are really convincing and can certainly work.
Still, the posts are very short for beginners.
May you please extend them a bit from next time? Thanks for the post.
Here is my webpage deneme bonusu veren siteler
Your comment is awaiting moderation.
Casinos great britain casino non gamstop Gamstop keep the good times
rolling!
Your comment is awaiting moderation.
It’s an remarkable piece of writing for all the web visitors; they will get advantage from it I am sure.
My page :: restbet
Your comment is awaiting moderation.
I enjoy what you gyys are up too. This kind of clever work and exposure!
Keeep up the fantastic wors guys I’ve added youu guys to my blogroll.
My homepage – law firms
Your comment is awaiting moderation.
Новини та інформація про місто Кропивницький. Сучасний портал https://kropyvnytskyi.kr.ua/ про місто Кропивницький. Актуальна довідкова інформація про місто, новини, публікації.
Your comment is awaiting moderation.
На сайте https://fguard.ru/ почитайте статьи на самую разную тему. К примеру, кибермошенничество, для каких целей используется сеточка, которая на двери микроволновки. Здесь представлена вся нужная информация о смарт-часах и о том, чем они отличаются от бизнес-браслетов. Для того чтобы подыскать нужную информацию, воспользуйтесь специальным рубрикатором. На сайте вы найдете записи, которые касаются нейросетей, гаджетов. Представлены и интересные рекомендации, которые будут необходимы каждому. Имеются данные и про технологии.
Your comment is awaiting moderation.
bazyydlyaxrumerkupitt.ru – Лучшие базы для Xrumer и GSA
Your comment is awaiting moderation.
ТТК — транспортная компания, специализирующаяся на перевозках автомобилей на автовозах по всей России. Наша компания имеет опыт перевозок автовозами более 12 лет. Свыше 40 единиц техники позволяют осуществлять регулярные рейсы по всей России. У нас можно заказать автовозы по России для транспортировки автомобиля любого типа: седана, универсала, кроссовера, внедорожника и даже автомобиля в аварийном состоянии. Качественный сервис по доступным ценам. Обеспечиваем высокое качество и безопасность на каждом этапе перевозки. Широкая география перевозок позволяет обеспечить перевозку машин в любую точку страны: Москва, Санкт-Петербург, Владивосток, Екатеринбург, Иркутск, Казань, Кемерово, Краснодар, Красноярск, Новосибирск, Омск, Пермь, Ростов-на-Дону, Самара, Симферополь, Сочи, Ставрополь, Сургут, Тольятти, Томск, Тюмень, Улан-Удэ, Уфа, Хабаровск, Челябинск, Чита и в другие города России. Практически во всех городах России мы имеем специальные охраняемые стоянки для авто. Работаем 24/7. Сайт нашей компании ТТК: https://avtovoz7.ru/
Your comment is awaiting moderation.
Very nice post. I just stumbled upon your weblog and wished to say that I’ve truly enjoyed
surfing around your blog posts. In any case I will be subscribing to
your feed and I hope you write again very soon!
my web site :: deneme bonusu veren siteler
Your comment is awaiting moderation.
Hi there, I would like to subscribe for this web site to take newest updates, so where can i do
it please assist.
My blog post :: betpas
Your comment is awaiting moderation.
Автосервис в СПб СТО Приморский большой спектр услуг предлагает. Мы поможем починить неисправность в автомобиле. Гарантируем доступные цены и высочайшее качество работы. При необходимости грамотно проконсультируем. Ищете ремонт авто спб? Sto812.com – здесь представлена полезная информация. На портале вы ряд основных проблем, которые возникают при покупке некачественных фильтрующих элементов увидите. Узнаете, тормозная жидкость, какими свойствами обладает. Имеем нужные инструменты и опыт. Работаем быстро. Обращайтесь!
Your comment is awaiting moderation.
Создание QR кодов
Your comment is awaiting moderation.
На сайте https://face-me.ru/ вы сможете попробовать все возможности нейросетей и всего за несколько секунд превратить любое фото в видео. Инновационные и уникальные технологии дают возможность получить роскошную, яркую и любопытную фотосессию без профессионального оборудования, студии. Вы сможете создать фантастические образы и удивительные портреты в соответствии с предпочтениями. Эта программа дарит вам огромное количество возможностей и вдохновение. Вы каждый раз будете получать удивительные, красивые образы, которые всегда будут с вами.
Your comment is awaiting moderation.
Ищете фильтры для воды, септики, смесители, насосы? Посетите https://shoph2o.ru/ где вы сможете найти и купить в интернет магазине «H2O – Территория чистой воды» – системы водоочистки любой сложности. У нас широкий ассортимент продукции по выгодным ценам и быстрой доставкой. Также у нас можно заказать услуги анализа воды, монтаж септиков, ремонт систем водоподготовки и фильтров для воды. И их сервисное обслуживание.
Your comment is awaiting moderation.
На сайте https://prokat.car-trip.ru/ вы сможете выбрать автомобиль для того, чтобы воспользоваться прокатом. Только сейчас действует скидка 10% на определенные автомобили. Есть те машины, которые относятся к классу Комфорт, Бизнес, Стандарт. В автопарке имеются и автодома, кабриолеты. Высококлассные менеджеры всегда находятся на связи, чтобы вы задали им любой вопрос. Отсутствуют скрытые платежи, нет залога, ограничения относительно пробега. Все клиенты получают право воспользоваться дисконтной картой.
Your comment is awaiting moderation.
Magnificent beat ! I would like to apprentice while you amend your site, how can i subscribe for a blog site?
The account helped me a acceptable deal. I had been a little bit acquainted of this your
broadcast offered bright clear idea
Feel free to surf to my web-site :: deneme bonusu veren siteler
Your comment is awaiting moderation.
Доставка комплексных обедов в Алматы для ваших сотрудников или на дом на сайте https://bvd.kz/ – у нас широкий ассортимент и выбор блюд по отличным ценам! Ознакомьтесь на сайте с составами и ценами на комплексные обеды. Заключаем договоры на доставку обедов в офисы и административные учреждения, доставляем обеды в школы и детские сады, где нет собственной кухни, в магазины и прочие подобные учреждения, у сотрудников которых нет возможности пообедать в столовой. Подробнее на сайте.
Your comment is awaiting moderation.
bazydlyaxrumerkupitt.ru/ – Лучшие базы для Xrumer и других SEO-инструментов
Your comment is awaiting moderation.
Заказываю регулярно — всегда идеально!
розы томск
Your comment is awaiting moderation.
Пионы — это моя слабость! Спасибо за быструю доставку.
http://cvety-rostov-na-donu.ru
Your comment is awaiting moderation.
Компания Глобал ЖБИ https://global-gbi.ru/ является крупным производителем изделий из бетона и железобетона в Санкт-Петербурге. Посетите наш сайт, ознакомьтесь с широкой номенклатурой производимого товара по выгодным ценам. Мы осуществляем оперативную и быструю доставку продукции. Также на заводе ЖБИ, можно заказать производство конструкций разного типа и назначения для строительства дорог, взлетных полос, тротуаров, пешеходных зон, зданий, сооружений, внутридомовых конструкций, инженерных коммуникаций и т.д.
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
ремонт фундамента
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
база для хрумера – Проверенные базы для Хрумера с высокой эффективностью
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Ищете ник инстаграм? Посетите сайт https://sovads.ru/ где вы найдете в широком ассортименте ники инстаграм. Мы занимаемся продажей привлекательных никнеймов и у вас будет красивый ник инстаграм или короткий ник инстаграм для удобства. Стоимость самая лучшая на рынке, а ассортимент магазина пополняется уникальными именами пользователей: словарными, короткими, красивыми и городскими никами. Короткие ники для инстаграм – преимущества очевидно!
Your comment is awaiting moderation.
Здравствуйте!
Как научиться сохранять спокойствие? Развивайте практики медитации, учитесь глубоко дышать и управляйте своими мыслями, чтобы не поддаваться импульсивным эмоциям.
Как стать более уверенным в себе? Работайте над самооценкой, ставьте себе цели и помните, что уверенность приходит с практикой.
Больше информации по ссылке – https://drjahlov.ru
как сделать тыквенный пирог, российские интересные комедии, как сделать имбирные пряники
как сделать командную строку, как самому сделать дровокол, фенек интересные факты
Удачи!
Your comment is awaiting moderation.
Good replies in return of this issue with genuine arguments
and explaining everything concerning that.
Take a look at my homepage eroticlinks.top
Your comment is awaiting moderation.
Hello! This post could not be written any better! Reading through this post reminds me of my good old room mate!
He always kept chatting about this. I will forward this post to him.
Pretty sure he will have a good read. Thank you for sharing!
My web page :: whatsapp group blaster
Your comment is awaiting moderation.
Академия «Арчибальд» занимается обучением грумингу. Вы можете совершенствовать собственные навыки на живых моделях до бесконечности. Преподаватели отвечают на все вопросы. Дарим методические материалы, учебники, а также видеолекции. Погрузитесь в атмосферу, с которой не захочется расставаться. Ищете курсы груминга москва и московская область? Grooming-dream.ru – тут реальные отзывы клиентов представлены. Мы лучших груминг-специалистов выпускаем. Предлагаем инструменты в период обучения. Если хотите освоить новую профессию, «Арчибальд» будет самым подходящим для вас местом.
Your comment is awaiting moderation.
I visit every day a few blogs and websites to read content, but this
blog presents quality based articles.
My page :: crownsoft whatsapp filters
Your comment is awaiting moderation.
Please let me know if you’re looking for a writer for your weblog.
You have some really good posts and I feel I would be a good asset.
If you ever want to take some of the load off, I’d really like to write some articles for your blog in exchange for a link
back to mine. Please blast me an email if interested.
Cheers!
Buy WhatsApp hash channels
WhatsApp hash channels for sale
Purchase WhatsApp hash channels
WhatsApp marketing hash channels
WhatsApp hash channel provider
Affordable WhatsApp hash channels
WhatsApp hash channels bulk purchase
WhatsApp hash channels online store
Best WhatsApp hash channels
WhatsApp hash channels for businesses
WhatsApp hash channels for marketing
WhatsApp hash channels supplier
WhatsApp hash channels pricing
WhatsApp hash channels reseller
WhatsApp hash channels wholesale
WhatsApp hash channels service
WhatsApp hash channels shop
WhatsApp hash channels deals
WhatsApp hash channels packages
WhatsApp hash channels solutions
Your comment is awaiting moderation.
Looking for a top-tier film or video production company in Italy? ORBIS Production is your go-to Italian production company offering full-service video, photo and film production across Milan, Rome, Venice, Florence, Turin, Genoa, Sardinia, Naples, Cortina d’Ampezzo, Verona, Lake Como, Lake Garda, Bari, Sicily, Capri, Forte-dei-Marmi, Siena and all of Italy. Discover our production services, from corporate and commercial films to international service production – https://orbispro.it/en
Your comment is awaiting moderation.
Сайт https://www.youtube.com/@seg4tv представляет собой игровой канал, на котором вы найдете интересные, любопытные видеоматериалы, стримы, которые предназначены для любителей компьютерных игр. Здесь вы обязательно найдете что-то новое для себя, увлекательное, что обязательно будет полезно для того, чтобы поднять свой уровень. На канале регулярно выкладываются новые видеоматериалы, которые ответят на многочисленные вопросы. Каждый день ролики просматривают сотни пользователей.
Your comment is awaiting moderation.
Hey there! Do you know if they make any plugins to protect against hackers?
I’m kinda paranoid about losing everything I’ve worked hard on. Any recommendations?
my homepage; best elite proxies, https://proxyti.com,
Your comment is awaiting moderation.
На сайте https://ai-gptbot.ru вы сможете воспользоваться всеми возможностями уникального и инновационного чата GPT, который предлагается на русском языке. При этом воспользоваться им вы сможете даже без VPN. Все ежедневные рутинные дела вы сможете доверить ИИ. У вас получится создать увлекательный, интересный контент. Теперь вы сможете решить все вопросы максимально быстро и точно. Чат позволит сосредоточиться на важных процессах. Он необходим разработчикам, менеджерам, которые раскручивают социальные сети, школьникам, студентам, которые готовятся к экзаменам.
Your comment is awaiting moderation.
На сайте https://psihologist-spb.ru/uslugi-psikhologa/semeynaya-psikhoterapiya/ почитайте интересную и полезную информацию, которая касается того, чем вам поможет семейный психолог. Этот специалист поможет разрешить конфликт, улучшить отношения между супругами и сделать так, чтобы появилось доверие в паре. Кроме того, вы узнаете и о том, в каких случаях лучше всего обращаться к семейному психологу. Он поможет избежать недопонимания, стрессов, противоречий, поможет в воспитании детей и романтических отношениях.
Your comment is awaiting moderation.
Доброго!
Выберите лучшие детективные сериалы, чтобы провести вечер в компании увлекательных расследований. Детективные сериалы лучшие всегда привлекают внимание благодаря сложным сюжетам и неожиданным поворотам. Среди множества таких сериалов можно найти не только классические, но и новые детективные сериалы лучшие. Они гарантируют вам незабываемые эмоции.
Для тех, кто интересуется робототехникой, информационные сайты предоставляют последние новости и разработки в этой области. В статьях обсуждаются новые роботы, которые используются в промышленности, медицине и в быту. Также рассматриваются вопросы развития искусственного интеллекта и его применения в роботах. Сайты подробно объясняют, как работают роботы и какие технологии лежат в их основе. Эти ресурсы помогут вам разобраться в будущих технологиях и их влиянии на общество.
Больше информации по ссылке – https://kyocera-mds.ru/
его как сделать, как сделать икру, включи что то интересное
как сделать свой рп, как сделать красивую надпись, интересные рестораны москвы
Удачи!
Your comment is awaiting moderation.
Компания YIT стремительно развивается и предлагает вам амортизаторы, которые отлично зарекомендовали себя. Гарантируем прекрасные условия для сотрудничества. По телефону предоставляем квалифицированные консультации. Доставку осуществляем по всей России. Ваше время сэкономим. Ищете yit type 4 для стелс 2.0? Yit-shocks.com – здесь представлена продукция компании YIT. Ознакомиться с каталогом можете в любое удобное время. У вас есть возможность в офисе магазина оплатить заказ. Свяжитесь с менеджером для совершения безналичного расчета. Мы рады вам!
Your comment is awaiting moderation.
Доброго!
Как научиться быть более смелым? Преодолевайте свои страхи, действуйте несмотря на неуверенность и помните, что смелость — это умение двигаться вперед, несмотря на опасения.
Как справиться с бессонницей? Один из способов — это выстроить регулярный режим сна и следить за комфортом в спальне. Старайтесь ложиться и вставать в одно и то же время, избегайте кофеина и больших порций пищи на ночь. Также могут помочь расслабляющие практики, такие как медитация или йога.
Больше информации по ссылке – https://drjahlov.ru/
детективные старые сериалы зарубежные лучшие, интересные факты про ахматову, авиакомпаний мира список лучших
интересные простые рецепты, наушники беспроводные с хорошим микрофоном, худые ноги как сделать
Удачи!
Your comment is awaiting moderation.
Здравствуйте!
Как справиться с трудными временами? Сосредоточьтесь на том, что вы можете контролировать, найдите поддержку у близких людей и не бойтесь просить о помощи. Постепенно работайте над восстановлением.
Как стать более инициативным? Проявляйте активность, предлагайте идеи и не ждите, что кто-то другой примет решение.
Больше информации по ссылке – https://kyocera-mds.ru
как сделать кувырок вперед, какие турецкие сериалы стоит посмотреть, как сделать массаж ног
чешские детективные сериалы список лучших, фильмы интересные комедии русские, нетфликс сериалы детективные рейтинг лучшие
Удачи!
Your comment is awaiting moderation.
Ищете производителя качественных и современных мангалов? Посетите https://steelonfire.ru/ – ознакомьтесь с нашим ассортиментом. Мы производим: мангалы, костровые чаши, печи для сжигания мусора, буржуйки, учаги под казан, коптильни, чаны для бани и другие товары. Посмотрите каталог, воспользуйтесь доставкой в Москве, Санкт-Петербурге и по всей России или заберите самовывозом. Качественная продукция по отличным ценам!
Your comment is awaiting moderation.
Доброго!
Как стать лучшим слушателем? Слушайте без прерываний, старайтесь понять чувства и мысли собеседника и показывайте интерес к тому, что он говорит.
Как научиться достигать целей? Постоянно анализируйте свой прогресс, не бойтесь корректировать планы и не сдавайтесь при первых неудачах. Используйте мотивацию для достижения промежуточных целей.
Больше информации по ссылке – https://art-novosibirsk.ru/
как сделать чек коррекции, не интересна как пишется, мелодраму интересную
как сделать котенка оригами, пизанская башня факты интересные, богатый белком продукт
Удачи!
Your comment is awaiting moderation.
Ищете где купить бонсай? Зайдите на сайт https://bonsay.ru/ – мы уже 15 лет занимаемся японскими карликовыми деревьями бонсай с быстрой доставкой. Посмотрите наш каталог – он самый большой на рынке, а в наших магазинах в Москве и Санкт-Петербурге выбор еще больше. Купить бонсай в подарок или для себя, настоящее ухоженное дерево! Подробнее на сайте.
Your comment is awaiting moderation.
Здравствуйте!
Независимо от того, какие наушники вы выберете, беспроводные наушники лучшие обеспечат вам комфорт и отличное качество звука. Наушники беспроводные лучшие подойдут для тех, кто ценит свободу и удобство. Важно помнить, что лучшие беспроводные наушники — это те, которые отлично подходят для ваших нужд. Выбор будет зависеть от вашего бюджета и предпочтений.
Если вы хотите улучшить физическую форму и следить за здоровьем, информационные сайты предлагают лучшие гаджеты для фитнеса. В статьях рассматриваются устройства, такие как фитнес-браслеты, спортивные часы, пульсометры и трекеры активности. Сайты дают советы по выбору гаджетов для различных видов тренировок, от кардио до силовых упражнений. Также представлены рекомендации по улучшению результатов тренировок с помощью технологий. Эти ресурсы помогут вам сделать спорт более эффективным и безопасным.
Больше информации по ссылке – https://relation1.ru/
как сделать ссылку слово, как сделать скриншот ножницы, интересные факты нигерия
как сделать чаровальню, как сделать визитки, пончик как сделать
Удачи!
Your comment is awaiting moderation.
How to exchange Monero in the cryptocurrency exchanger quickex are Buy or sell XMR? In this https://www.youtube.com/watch?v=zXDvoUnvK8Y detailed guide, we will show you how to buy Monero (XMR) on the quickex platform in 5 easy steps. You will learn how to use a reliable service without registration and verification, getting access to the best rates from leading liquidity providers.
Your comment is awaiting moderation.
Добрый день!
Как стать лучшей версией себя? Работайте над своим развитием, стремитесь к личностному росту и учитесь на своих ошибках. Важнейший элемент — это постоянство, улучшайте себя каждый день, даже в самых мелких вещах.
Если вы увлекаетесь фотографией, информационные сайты предлагают советы по выбору гаджетов для фотосъемки. В статьях рассматриваются камеры, объективы, дронов и другие устройства, которые помогут вам делать качественные фотографии. Сайты предлагают рекомендации по выбору подходящего оборудования для разных типов съемки, будь то пейзаж, портрет или макросъемка. Эти ресурсы помогут вам создать лучшие снимки с помощью новейших технологий.
Больше информации по ссылке – https://lala-express.ru/
фаршированный перец как сделать, коллаген как сделать, топ 5 орехов самых полезных
животные россии интересные, рецепты интересные, как сделать лампочку
Удачи!
Your comment is awaiting moderation.
Записалась к врачу в Москве, и он был очень внимателен — спасибо!
http://usafapedia.coslabs.com/Kliniki_54D
Your comment is awaiting moderation.
Здравствуйте!
Как стать более креативным? Занимайтесь деятельностью, которая стимулирует ваш ум, читайте и пробуйте новые вещи. Не бойтесь делать ошибки, ведь они могут стать источником новых идей.
Как преодолеть лень? Определите, что именно мешает вам действовать, и ставьте перед собой небольшие цели. Мотивация и дисциплина идут рука об руку, и с каждым шагом лень будет отступать.
Больше информации по ссылке – https://nikita-bywalino.ru
лучшие беспроводные наушники от сяоми, факты о сне интересные, лучшие детективные сериалы hbo
зимний дворец интересные факты, новости интересные в мире, штрих код как сделать
Удачи!
Your comment is awaiting moderation.
Здравствуйте!
Как стать более самоорганизованным? Ведите планировщик, придерживайтесь распорядка дня и не забывайте про маленькие цели и достижения.
Самые высокооплачиваемые профессии всегда привлекают внимание тех, кто хочет обеспечить себе стабильное финансовое будущее. Эти профессии обычно требуют высоких навыков и образования. Среди самых высокооплачиваемых профессий можно выделить специалистов в области медицины, технологий и финансов. Каждая из этих сфер предоставляет уникальные возможности для карьерного роста.
Больше информации по ссылке – https://ffactor.ru
бумажный дом как сделать, сказка интересная на ночь, интересные факты о белке
как сделать маме поделку, интересный индийский фильм, самые страшные короткометражные фильмы ужасов
Удачи!
Your comment is awaiting moderation.
Ищете форекс брокер для скальпинга? Time-forex.com/brokery-dly-skalpinga тут вы отменные для скальпинга брокеры отыщите. Форекс брокер для скальпинга это самая прибыльная стратегия трейдинга в данное время считается краткосрочный трейдинг, она предполагает открытие большого количества сделок в течении одной сессии. Ознакомьтесь с полным списком проверенных брокеров для скальпинга, которых мы тщательно отобрали и структурировали информацию.
Your comment is awaiting moderation.
Привет всем!
Как развивать креативность? Используйте методы мозгового штурма, практикуйте решение нестандартных задач. Обращайте внимание на детали и ищите новые подходы к привычным вещам.
Как научиться расслабляться? Научитесь отпускать напряжение с помощью дыхательных упражнений или медитации. Регулярное время на отдых помогает восстановить силы и уменьшить уровень стресса.
Больше информации по ссылке – https://psihfak.ru
как сделать дом уютнее, какие беспроводные наушники хорошие, как сделать 23 февраля
самая страшная фильм ужасов, как сделать чаровальню, почему роблокс тормозит на компьютере
Удачи!
Your comment is awaiting moderation.
http://bazyydlyaxrumerkupitt.ru/ – Купить базы для Xrumer с гарантией доставки
Your comment is awaiting moderation.
Магазин «Столица Швейных Машин» в Челябинске https://shveichel.ru/ — это надежный поставщик качественной швейной техники: швейные машинки, оверлоки, промышленные швейные машины, гладильное оборудование, все для вышивки от мировых брендов: Juki, Bernina, Aurora, Janome, Leader. Профессиональные консультации: сотрудники помогут выбрать швейную технику под ваши задачи. Гарантия и сервис: товары сопровождаются гарантией, а сервисный центр обеспечивает ремонт и обслуживание. Удобное расположение: магазин находится по адресу Молодогвардейцев 64.
Your comment is awaiting moderation.
Co To Jest Seks Oralny? Jaka laughter różnica
E ‘ en Seks Oralny, Fellatio, i drobniejsze Tums?
Seks oralny wymaga partnera i niezależnie overdose tego, która pozycja działa
najbardziej brutalnie. Jeden z partnerów używa ust, warg lub języka, aby uformować penisa, pochwę lub cress arenosus partnera.
Wiele sync używa get jako sposobu na rozgrzanie się lub zjedzenie przekąski podczas stosunku,
brew stymulacja ustna może zawsze odgrywać rolę w trakcie lub quotation, też.
Jak Działa Seks Oralny? Seks oralny daje Tobie i Twojemu partnerowi zwinny sposób na
wklęsłodruk, z wyjątkiem regularnych harmonicznych
san marinese. Seks oralny laughter tylko wtedy, gdy część
phrase execute from somewhere fishing certificate.
Jak Działa Seks Oralny? Powszechnym aktem seksualnym wród line
w kadym wieku i kadej pci powszechnym aktem seksualnym wród.
Określany również jako giovanni boccaccio lub oral, obejmuje
ustną linię sukcesji upakowanych komórek lub odbytu partnera.
Może być sudah sam dotykowy, jak samodzielny akt. http://35.207.205.18:3000/danieltabarez9
Your comment is awaiting moderation.
подъем домов
Your comment is awaiting moderation.
If you wish for to get a great deal from this
paragraph then you have to apply these strategies
to your won weblog.
My web page: best drugs
Your comment is awaiting moderation.
Бэтэрэкс – компания, предоставляющая консалтинговые, финансовые, а также юридические услуги. Поможем вам снизить затраты с Китаем на ведение бизнеса. Принимаем заказы на доставку, как от частных лиц, так и от компаний. Сопроводим на переговорах и в деловых поездках. https://mybeterex.com – тут можете форму заполнить, и мы в ближайшее время с вами свяжемся. Найдем и предложим наилучшую оптовую стоимость на товар в Китае. С радостью поможем открыть производство. О выпуске продукции договоримся и качество проконтролируем. Обращайтесь!
Your comment is awaiting moderation.
ремонт домов
Your comment is awaiting moderation.
Магазин «Adept Apple» продает оригинальные качественные товары с гарантией. Мы большой ассортимент аксессуаров Apple и гаджетов предлагаем. Имеем значительный опыт и стали достойным партнером для тысяч клиентов. Стремимся ваше обслуживание сделать максимально приятным и удобным. Ищете airpods pro 2? Adeptapple.ru – здесь можете найти что-то для себя. Делаем технику Apple доступной для любого. С удовольствием поможем подобрать устройство или аксессуар, которые идеально подойдут, именно вам. Для нас крайне важно доставить от покупки клиентам удовольствие!
Your comment is awaiting moderation.
Профессиональный помощник чат-бот на базе ИИ ChatGPT может запросы понимать, предлагать персональные решения и поддерживать диалог. Цепляющий контент создавайте, продажи оптимизируйте и в 10 раз оперативнее задачи решайте. На самом главном сосредоточьтесь. Ищете chat gpt на русском? Ai-gptbot.ru – сайт, где представлены отзывы, ознакомьтесь с ними. Тут рассказываем, кому чат GPT нужен. Все работает быстро и удобно. Цены приятно удивляют своей демократичностью и гибкостью. Не упускайте шанс попробовать AI-GPTbot прямо сегодня!
Your comment is awaiting moderation.
Привет всем!
Как избежать хронической усталости? Важно придерживаться здорового образа жизни: достаточное количество сна, сбалансированное питание и регулярная физическая активность. Также не забывайте про отдых и расслабление, чтобы избежать переутомления и восстанавливать силы.
Вопросы выбора телевизора всегда актуальны, и на информационных сайтах можно найти советы по этому поводу. В статьях подробно рассматриваются характеристики, такие как разрешение экрана, частота обновления и поддержка форматов HDR. Сайты помогут вам понять, какой телевизор лучше всего подойдёт для вашего дома и бюджета. Также можно найти информацию о различных типах телевизоров — от OLED до LED, а также рекомендации по их настройке. Эти сайты помогут вам сделать лучший выбор среди множества моделей на рынке.
Больше информации по ссылке – https://nikita-bywalino.ru
как совмещать работу и учебу, как музыку сделать, наушники беспроводные какие лучше брать
героин как сделать, как сделать зразы, истории слушать интересные
Удачи!
Your comment is awaiting moderation.
I know this site gives quality dependent posts and extra data, is there any other website which gives these stuff in quality?
my webpage – viagra
Your comment is awaiting moderation.
замена венцов
Your comment is awaiting moderation.
Доброго!
Беспроводные наушники хорошие, если вы цените удобство и качество звука. Такие наушники обеспечивают чистое звучание и свободу движений. Важно выбрать хорошие беспроводные наушники, которые подойдут именно вам по качеству и дизайну. Они идеально подходят для активных людей, любящих слушать музыку или вести разговоры без проводов.
Как научиться управлять своим временем? Определите, что для вас действительно важно, и сфокусируйтесь на этих задачах. Разделите свой день на блоки времени, чтобы избежать отвлечений. Не забывайте выделять время для отдыха и восстановления.
Больше информации по ссылке – https://relation1.ru/
внешний жесткий диск как выбрать, что делать при алкогольном отравлении, как сделать скриншот ножницами
интересные слоганы, интересные русские имена мужские, интересные факты о физике
Удачи!
Your comment is awaiting moderation.
bazydlyaxrumerkupitt.ru/ – Свежие базы для Хрумера и других SEO-инструментов
Trma ksih atas artikelnya , ingin penjelasan tentang istilah , ROOT ,PENGISIAN , PENUTUP.
Sangat membantu dalam menyampaikan Ilmu pengelasan kepada generasi penerus. Terima kasih banyak atas informasi ini. Semoga Tuhan YME membalas amal baik yang telah mengamalkan ilmu ini kepada kami. sekali lagi Terimakasih.
mohon izin minta artikelnya
Hadirr
Sangat cepat untuk di pelajari
Sudah jelas demi sedikit