

Halo pembaca situs referensi pengelasan indonesia. Berikut adalah kegiatan kami dalam melakukan proses sertifikasi 3G SMAW. Proses sertifikasi ini diikuti oleh 16 peserta yang memiliki kompetensi 3G SMAW. Para kandidat asesi merupakan peserta yang sudah berlatih pengelasan 3G SMAW di BLK Kalianda. Pelatihan sudah berlangsung sekitar 2 bulan. #1 Melakukan Isi Berkas MUK Uji Kompetensi 3G SMAW dimulai dengan pengisisan berkas MUK, dimana peserta mengumpulkan prasyarat yaitu Foto 3×4, KTP dan ijazah. Dilanjutkan dengan mengisi persetujuan asesmen dilakukan dan ditandatangani kesepakatan hari pelaksanaan uji kompetensi. baca juga : panduan sertifikasi juru las Setelah semua peserta diterima sebagai asesi, maka setiap peserta diminta melakukan pernyataan bahwa telah memiliki kompetensi pengelasan 3G proses SMAW. Dimana mereka harus menyatakan telah menguasai setiap unit kompetensi yang akan diujikan yaitu #2 Uji Tes Teori dan Demontrasi Didalam melakukan sertifikasi 3G SMAW, setiap peserta akan melakukan 2 jenis uji, yaitu Uji tertulis dan Uji praktek demonstrasi. Uji Teori, didalam uji teori siswa akan diberikan pertanyaan essai dan pilihan ganda dimana akan mengukur seluruh pengetahuan setiap unit kompetensi. Didalam mengerjakan soal teori ini asesi minimum harus memeiliki skor 75% benar. Uji Praktek Demonstrasi, uji ini asesi akan diberikan kesempatan untuk melakukan pengelasan posisi 3G SMAW dengan material dan welding consumable yang telah mereka kuasai. Pengamatan praktek akan dimulai dari persiapan sebelum pengelasan , memakai APD, saat pengelasan dan akhir pengelasan yaitu pembersihan benda kerja. Jika terjadi kesalahan posisi pengelasan maka dianggap belum menguasai pengelasan 3G SMAW. Dan asesi harus menyelesaikan tahapan Uji sesuai dengan waktu yang telah ditentukan di kesepakatan bersama. baca juga : sertifikasi pelat welder dan pipe welder #3 Visual Test Hasil Praktek Setelah semua asesi menyelesaikan proses praktek, benda kerja akan diuji secara visual menggunakan aceptence criteria standart yang digunakan klien atau sesuai AWS/ISO/ASME. Cacat pengelasan yang bersifat penting yang akan dinilai yaitu harus terbebas dari porosity, underfill, lack of penetration dll. Jika permintaandari asesi harus menggunakan uji DT dan NDT bisa juga dilakukan tentunya pengujian sesuai standart dan memerlukan seorang WI untuk melakukan uji. Biasanya uji bending atau tekuk dan uji x-ray atau radigraphy. #4 Hasil Uji kompetensi Hasil uji kompetensi pengelasan 3G SMAW bersifat rahasia dan hanya diketahui oleh asesi dan asesor saja. Jika memperoleh rekomendasi maka akan dikeluarkan sertifikat 3G SMAW BNSP. Jika tidak maka peserta bisa melakukan uji ulang. Demikian proses sertifikasi Las 3G SMAW, jika anda berminat melakukan dan ingin mendapatkan serifikat 3G SMAW bisa menghubungi kami melalui halaman hubungi kami atau wa ke 081-32790-1293.

Belajar Pengelasan – Kurikulum dan Silabus
Hai sobat expertlas, sudah siapkah untuk menjadi seorang welder? ok untuk menjadi welder kamu harus paham terlebih dahulu skema sertifikasi yang menjadi target tujuan kamu. Welder adalah seorang juru las atau pekerja pengelasan yang menguasai jenis posisi pengelasan tertentu sesuai dengan WPQT atau skema sertifikasi pengelasan dan dibuktikan melalui sertifikat pengelasan tertulis. Penjelasan KKNI Pengelasan Menurut KKNI pada Perperin No.50 Tahun 2018, juru las atau welder berada pada jenjang kualifikasi 2 dan 3 yaitu Plate welder dan Pipe welder. Plate Welder Didalam KKNI Perperin No.50 Tahun 2018 jenjang kualifikasi 2 disana tertulis bahwa kemungkinan jabatannya adalah Fillet welder dan plate welder. Dengan aturan pengemasan unit kompetensi adalah Pipe Welder Didalam KKNI Perperin No.50 Tahun 2018 jenjang kualifikasi 3 disana tertulis kemungkinan jabatan adalah pipe welder dan kamu harus menguasai unit kompetensi sebagai berikut yaitu : Untuk memulai belajar pengelasan kamu tentukan dahulu keinginan kamu, ingin memulai belajar proses SMAW, GMAW, FCAW atau GTAW. Jika ingin menguasai plate welder kamu harus menguasai 4 unit kompetensi. Sedangkan untuk menjadi pipe welder kamu harus menguasai 6 unit kompetensi. Kurikulum dan Silabus Pipe Welder Berikut adalah kurikulum juru las atau welder berdasarkan unit kompetensi. Dimana untuk menjadi seorang pipe welder harus menguasai 7 Unit kompetensi yaitu : Kode C.25LAS01.001.01 Melaksanakan Persiapan Tempat Kerja Tujuan dari unit kompetensi ini adalah pengetahuan, keterampilan, dan sikap kerja dalam melaksanakan persiapan tempat kerja. Aspek kritisnya yaitu Ketelitian dalam memindahkan barang yang tidak terpakai sesuai dengan prosedur. Ketelitian dalam menata mesin-mesin sesuai dengan kebutuhan pekerjaan. Materi Teori : Praktek: Kode C.25LAS01.002.01 Melakukan Peran Serta (contribute) pada sistem mutu Tujuan dari unit ini adalah tentang kedisiplinan dalam menggunakan quality manual yang sesuai sebagai rujukan untuk pengerjaan pengelasan. Materi Teori : Praktek: Kode C.25LAS01.021.01 Memimpin Tim Kerja Kecil Tujuan Kedisiplinan, ketelitian, dan kecermatan dalam memastikan mesin dan peralatan dalam schedule serta ketersediaan material induk dan bahan tambah dan juga Kedisiplinan, ketelitian, dan kecermatan dalam memastikan setiap area kerja dalam schedule diisi oleh welder yang sesuai dengan kualifikasinya Materi Teori : Praktek Kode C.25LAS01.026.01 Memperbaiki Hasil Pengelasan Tujuan dari unit ini adalah Kedisiplinan, ketelitian, dan kecermatan dalaman memastikan kualitas hasil perbaikan sesuai prosedur Materi Teori : Praktek Kode C.25LAS01.028.01 Membuat Sambungan Las Fillet Sesuai WPS untuk Pengelasan Pelat ke Pelat, Pipa ke pipa, dan pelat ke pipa sesuai dengan proseslas yang digunakan. Tujuan unit ini adalah keterampilan dan sikap kerja dalam membuat sambungan las fillet sesuai WPS untuk pengelasan pelat ke pelat, pipa ke pipa, dan pelat ke pipa sesuai dengan proses las yang digunakan. Materi Teori : Praktek: Kode C.25LAS01.029.01 Membuat sambungan Las Kampuh (groove) sesuai WPS untuk pengelasan pelat ke pelat dan sesuai dengan proses las yang digunakan. Tujuan unit ini adalah Ketelitian dan kecermatan dalam melakukan setting parameter pada mesin las dan Ketelitian dan kecermatan dalam memastikan hasil lasan sesuai acceptance criteria pada prosedur Materi Teori : Praktek: Kode C.25LAS01.030.01 Membuat sambungan Las Kampuh (groove) sesuai WPS untuk pengelasan pipa ke pipa dan sesuai dengan proses las yang digunakan. Tujuan unit ini adalah Ketelitian dan kecermatan dalam melakukan setting parameter pada mesin las dan Ketelitian dan kecermatan dalam memastikan hasil lasan sesuai acceptance criteria pada prosedur Materi Teori : Praktek: Dimana Saya Harus Belajar Pengelasan ? Untuk belajar pengelasan, kamu bisa ikuti pelatihan pengelasan yang diselenggarakan oleh sebuah lembaga pemerintahan seperti BBPVP Serang, dimana ada pelatihan kejuruan Las secara gratis. Atau kamu bisa ikut di beberapa pelatihan berbayar. Kalau ingin belajar melalui online anda bisa ikuti beberapa materi teori dan praktek secara online melalui blog saya ini. Tentunya tidak berbayar asal rajin baca dan praktek jika memiliki tempat latihan pengelasannya.

Panduan Sertifikasi Welder BNSP (Sertifikat Pengelasan)
Halo sobat expertlas, sertifikasi welder adalah suatu proses pengakuan seorang juru las atau welder atas level kompetensi pengelasan yang dimilikinya. Pengakuan kompetensi akan dibuktikan dengan dikeluarkannya sertifikat pengelasan dari BNSP dan Sertifikat WQT (Welding Qualification Test). Proses pengakuan pengelasan biasa dikenal sebagai uji kompetensi pengelasan. Uji kompetensi akan dilakukan oleh seorang asesor yang ditunjuk dan diberi tugas untuk melaksanakan proses uji kompetensi. Asesor adalah seorang praktisi yang sudah berpengalaman di bidang pengelasan dan juga memiliki surat perintah tugas. Proses uji kompetensi pengelasan biasanya welder akan melakukan praktek sesuai jenis kompetensi yang akan diambil. Misalnya seorang welder ingin sertifikasi pengelasan pipa 6G GMAW, maka welder harus mempraktekkan cara pengelasan pipa 6G dengan proses pengelasan GMAW. Hasil pengelasan akan diuji menggunakan metode NDT (non-destruktif test) yaitu visual test. Jika welding defect pada hasil pengelasan masuk kedalam aceptence criteria maka welder dapat direkomendasikan ke BNSP untuk mendapat sertifikat pengelasan. Jika tidak maka perlu latihan kembali dan uji kompetensi diulang kembali. Bagaimana cara mendapatkan sertifikat welder BNSP ? Cara mendapatkan sertifikat welder yang dikeluarkan oleh BNSP adalah dengan menghubungi Lembaga Sertifikasi Profesi atau yang sering disebut LSP. Pastikan LSP tersebut memiliki skema sertifikasi welder yang diinginkan. Berikut ini panduan mendapatkan sertifikasi pengelasan : #1 Memiliki Kompetensi Pengelasan Kompetensi pengelasan merupakan suatu kemampuan mengelas yang dimiliki oleh seseorang yang didapatkan melalui lembaga pelatihan atau otodidak dengan cara berlatih sendiri. Kompetensi pengelasan juga bisa didapat karena orang tersebut memang memiliki pekerjaan las di tempat dia bekerja. Kemampuan tersebut termasuk keterampilan, pengetahuan, sikap kerja sesuai dan relevan dengan prosedur pengelasan. Bagi pemula atau pencaker, cara untuk mendapatkan kemampuan mengelas bisa didapatkan melalui lembaga-lembaga pelatihan seperti LPK. baja juga : pelatihan pengelasan #2 Menghubungi Asesor LSP Setelah memiliki keterampilan pengelasan kamu bisa langsung menghubungi asesor untuk melakukan uji kompetensi. Kebetulan disini saya adalah seorang asesor las dan bisa membantu kamu. Ataupun, Jika kamu perseorangan yang membutuhkan sertifikat welder ataupun sebuah perusahaan yang ingin mensertifikasi pekerja, kami menawarkan jasa pembuatan sertifikat welder. Silahkan hubungi kami. #3 Menentukan Kelas Sertifikasi Kelas sertifikasi pengelasan adalah jenis level sertifikasi welder yang ingin kamu ambil. Sesuai dengan kemampuan yang kamu miliki. Berikut adalah level-level sertifikasi welder saat ini : Untuk welder kombinasi itu bisa pipa dan juga bisa pelat. Pengelasan yang digunakan adalah kombinasi proses GTAW – SMAW/GMAW/FCAW ; kombinasi proses SMAW – GMAW/FCAW ;dan kombinasi proses GMAW – FCAW/SMAW baca juga : posisi pengelasan #4 Asesmen Mandiri Asesmen mandiri dilakukan setelah anda diterima oleh asesor / admin di sebuah Lembaga Sertifikasi Profesi (LSP) sebagai calon asesi. Asesi akan diberikan berkas MUK (Materi Uji Kompetensi) untuk diisi dan ditanda tangani. Selanjutnya asesi mengisi form asesmen mandiri di dalam MUK (Materi Uji Kompetensi) yang diberikan oleh Asesor LSP. Kemudian membicarakan kesepakatan pelaksanaan waktu uji kompetensi juru las. Asesor LSP akan memberikan arahan skenario uji kompetensi dimana yang sangat penting adalah kamu bisa mendemonstrasikan pengelasan sesuai kompetensi yang kamu miliki dan inginkan. #5 Proses Uji Kompetensi Pada proses uji kompetensi juru las, pertama kamu akan diuji pengetahuannya melalui uji tertulis dan diuji ketrampilan melalui uji demonstrasi praktek pengelasan sesuai kemampuan yang kamu miliki. Baiklah teman-teman welder proses uji kompetensi sangatlah mudah jika kamu benar-benar memiliki kemampuan sesuai bidang keahlianmu. Jadi pastikan kamu benar-benar siap untuk melakukan praktek pengelasan sesuai level yang kamu inginkan. Bagaimana Untuk Mendapatkan Sertifikasi Pengelasan yang Murah? Melakukan sertifikasi juru las atau welder di sebuah lembaga swasta dan di lembaga pemerintah sangatlah berbeda. Jika di lembaga swasta tentunya lebih mahal karena terkait fasilitas dan tempat yang mereka berikan. Berbeda dengan lembaga pemerintah, itu semua biaya gratis, tetapi kamu wajib mengikuti pelatihan pengelasan terlebih dahulu dan nanti di akhir pelatihan akan mendapatkan uji kompetensi pengelasan. Yuk Bikin Sertifikat Las Bersama Kami Sangat cocok bagi kamu yang belum memiliki kompetensi pengelasan. Karena selain mensertifikasi kami juga bisa memberikan keterampilan pengelasan untuk anda terlebih dahulu. Bagi kamu yang tidak memiliki waktu karena memang tidak bisa meninggalkan pekerjaan welder di tempat kerja. Tetapi belum memiliki sertifikat welder, kami bisa bantu itu semua. Segera hubungi kami ya < Atau bisa juga untuk kamu yang memiliki sertifikat welder yang sudah habis masa berlakunya, kami siap untuk memperbaruinya. OK, solusi bagi kamu yang sudah memiliki kompetensi pengelasan dan sedang bekerja dan ingin mendapatkan sertifikat las BNSP adalah dengan menghubungi asesor pengelasan langsung. Selain harganya lebih murah, kamu bisa melakukan uji kompetensi di tempat kamu bekerja. Silahkan ke halaman hubungi saya atau wa ke 081-32790-1293
Simbol Las Menurut AWS : Cara Membaca dan Membuatnya
Saya ingin berbagi cara membaca simbol las yang umum dipakai. Tahukah kamu bahwa simbol las / welding symbols itu mengacu pada standard. Jadi tidak sembarangan untuk membuatnya. Sebelumnya kita mempelajari simbol-simbol pada pengelasan terlebih dahulu harus paham bentuk-bentuk sambungan las , setelah itu baru kita aplikasikan ke dalam bentuk simbol lasnya. Cara pembacaan dan penulisan simbol las kali ini sesuai dengan standard AWS A 2.4. Bentuk Simbol Las Didalam simbol pengelasan menurut standar AWS memiliki 3 elemen pada simbol dasar , yaitu Arrow LinePenulisan simbol arrow line berbentuk tanda panah diujung dengan kemiringan 45 derajat ke bawah, selalu digambar pada perpotongan permukaan las antara material 1 dan material 2 yang akan dilakukan sambungan las. Reference LineDi dalam penulisan area reference line / garis referensi digambar garis datar lurus tanpa kemiringan dan berisi tentang keterangan bentuk sambungan yang dilakukan apakah pada arrow side atau pada other side sesuai letak arrow line nya. Arrow side artinya sambungan dilakukan pada area letak tanda panah. Sedangkan other side artinya sambungan dilakukan pada area kebalikan tanda panah. Supplementary InformationDi dalam supplementary symbols berisi keterangan tentang:jenis proses pengelasan , bisa tentang pengerjaan NDT, dan pengerjaan dilakukan sesuai dokumen WPS yang diinginkan. Agar lebih jelas dibawah ini adalah contoh cara pembacaan simbol las pada sambungan fillet dan sambungan tumpul. Contoh 1 : A. Membuat sambungan T-joint yang letaknya di arrow side menggunakan proses busur listrik SMAWB. Membuat sambungan T-joint yang letaknya di other side menggunakan proses busur listrik SMAW Contoh 2 : A. Membuat Sambungan kampuh las V yang letaknya di arrow side , root menggunakan proses las SMAW dan dilanjutkan dengan proses las GMAW untuk fill dan capping. B. Membuat Sambungan kampuh las V yang letaknya di other side , root menggunakan proses las SMAW dan dilanjutkan dengan proses las GMAW untuk fill dan capping. Simbol Las Fillet Simbol fillet weld tidak banyak macamnya, hanya ada 3 bentuk dasar saja yang harus sobat welder ketahui. ketiga bentuk tersebut adalah bentuk permukaan hasil las lasan pada sambungan T-joint, berikut ini adalah bentuknya Bentuk Datar Bentuk Cekung Bentuk Cembung Peletakan Simbol Las Fillet Didalam peletakan simbol las, khususnya sambungan fillet anda harus jeli dalam membacanya. Jangan sampai salah pemahaman sehingga hasil las lasan tidak sesuai yang diharapkan. Agar hasil las sesuai yang diharapkan coba lihat gambar berikut ini. Pada gambar diatas merupakan gambar sambungan untuk 3 material (a,b dan c), nah simbol las itu terdapat pada sambungan antara material b dan c. Kebanyakan itu selalu salah dalam pembacaan simbol las karena kurang jeli dalam membaca material mana dengan manakah yang akan disambung. Pada gambar diatas itu yang akan dilakukan penyambungan adalah antara material b dan c. Kenapa saya kasih tanda silang, karena jika bentuk other side nya seperti itu, berarti itu merupakan sambungan antara material a dan b bukan b dan c. Simbol Las Fillet Menggunakan Ukuran Selain untuk memberi informasi bentuk dari permukaan lasan, simbol las juga berguna untuk memberikan ukuran dimensi hasil pengelasan yang berguna untuk welder membuat sambungan. Biasanya informasi ukuran yang diberikan adalah tinggi lasan atau yang sering disebut besarnya leg length. Simbol Fillet Groove Sambungan fillet groove adalah gabungan antara T-joint dan sambungan kampuh. Disini sobat welder akan mempelajari cara peletakan simbol untuk memberi keterangan jenis sambungan fillet groove. Simbol Las Melingkar Jika menemukan gambar simbol las dengan tanda lingkaran antara garis arrow line dan reference line, maka pengelasan dilakukan melingkar mengikuti lajur lasan. Simbol Las Butt joint/Groove Untuk membaca simbol pengelasan groove lebih sederhana, kita hanya perlu mengetahui macam-macam kampuh las, simbol las sesuai mengikuti bentuk dari kampuh las tersebut. Simbol Kampuh VPerhatikan gambar diatas, simbol V ditulis pada garis reference untuk posisi arrow side jadi kampuh dilakukan pada daerah arrow line nya. Begitu juga sebaliknya. Simbol Kampuh UUntuk simbol kampuh U juga sama, pada gambar terlihat simbol U ditulis pada garis reference area arrow side, jadi kampuh dilakukan tepat arrow line diletakkan. Simbol Kampuh IUntuk simbol las kampuh I juga ditulis / digambar sesuai bentuk kampuhnya yaitu kampuh I. Simbol Kampuh YPada sambungan kampuh Y perlu diberi catatan khusus, butt joint tujuannya adalah menyambung material a dan b dimana peletakkan base metal yang akan kita sambung terletak di sebelah kanan dan kiri. Pada kampuh Y, untuk mengetahui basemetal yang manakah yang akan disambung kamu perlu lihat arah dari arrow line / anak panah nya. perhatikan gambar dibawah ini. Simbol butt joint dengan Ukuran Penulisan ukuran simbol las pada butt joint memberikan informasi kedalaman kampuh yang akan di bevel dan besarnya sudut total kampuh. Ukuran kedalaman ditulis di awal dan ukuran total sudut ditulis di tengah simbol. Aplikasi Simbol Las Pada Gambar Teknik Fungsinya apa seh simbol pengelasan ? Nantinya simbol las ini digunakan sebagai media komunikasi terhadap welder yang tertuang didalam gambar teknik tentang project yang dikerjakan. Sangat penting bagi para intruktur atau seorang inspector untuk bisa membaca simbol Las, karena itu sebagai indikator bahwa juru las sudah menyelesaikan pekerjaannya sesuai dengan gambar fabrikasi yang telah disetujui. Gambar diatas adalah contoh penerapan simbol pengelasan pada gambar teknik. Dimana digambar tersebut jenis proses pengelasan diganti dengan kode yang terdapat pada AWS yaitu : Las SMAW kodenya 111 Las GMAW kodenya 135 Las GTAW kodenya 141 Cukup sekian penjelasan tentang simbol-simbol pengelasan, jika ada yang kurang paham silahkan bertanya dikolom komentar. Terima kasih.
Survey Harga Besi Hollow, Hitung Kebutuhan dan cek Harga Sebelum Membeli
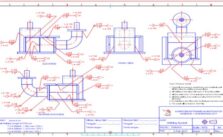
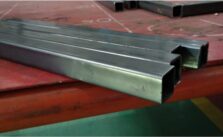
Berapa harga besi hollow di toko material bangunan di tahun 2020 ini? Pertanyaan yang sering timbul ketika pertama kali ingin membuat produk menggunakan besi hollow. Kebetulan beberapa waktu lalu diadakan pelatihan pengelasan fitter structure membuat produk menggunakan besi hollow dengan las SMAW, jadilah kita survey ke beberapa toko material untuk mengetahui harga besi hollow dipasaran ( tercatat pada awal juni 2020 ). Bagi kamu yang ingin membeli, berikut ringkasan harga yang saya dapatkan. Jenisnya adalah besi hollow hitam dimana memiliki ukuran yang bervariasi. Setiap ukuran juga memiliki ketebalan yang berbeda-beda. Nah kalau ukuran panjangnya ada 2 jenis yaitu 1 lonjor panjang 4 meteran dan 6 meteran. 1. Harga Besi Hollow 6×4 Kebetulan di toko material besi bangunan yang kita survey memiliki panjang 1 lonjor 6 meteran semua. Ukuran dimensi kepala 6 pada besi hollow hitam yang dijual dipasaran memiliki 3 tipe yaitu 2. Harga Besi Hollow 4×4 Besi hollow hitam dengan ukuran 4cm x 4cm di toko bangunan punya 2 tipe ketebalan yang berbeda, yaitu tebal 1,5mm dan 2,5mm. Nah disini ada juga yang bilang ukuran tebal 1,5mm itu dibilang 2mm dan yang 2,5 itu dibilang 3mm, Berikut harganya: 3. Harga Besi Hollow 4×2 Jenis hollow hitam dimensi 4cmx2cm lonjoran panjang 6 meter memiliki 2 jenis ketebalan yang ditawarkan yaitu ketebalan 1,5mm dan 2mm. 4. Harga Besi Hollow 3×3 Sebenarnya hollow 3×3 ini ada 2 jenis ketebalan yaitu tebal 1,5mm dan 2mm, Kebetulan ditempat saya tanya hanya ada yang ukuran tebal 1,5mm dan di hargai Rp. 112.000. Nah mungkin yang ketebalan 2mm harganya sekitar 140an ribu. 5. Harga Besi Hollow 2×2 Besi hollow hitam ukuran 2cmx2cm cuma ada yang tebal 1,5mm, panjang 1 lonjor itu 6 meter dan harganya Rp. 68.000. 6. Harga Besi Hollow 5×5 Di toko bangunan yang kita survey kebetulan memiliki hollow hitam ukuran 5cm x 5cm x panjang 6 meter, memiliki 2 tipe ketebalan yaitu tebal 1,7mm dan tebal 2,7mm, berikut rincian harganya: 7. Harga Besi Hollow 7,5×7,5 Untuk besi hollow ukuran dimensi 7,5cm x 7,5cm hanya ada 1 jenis yaitu tebal 2,7mm dan panjangnya 6 meter, untuk harga berkisar Rp. 560.000 Menghitung Kebutuhan Sebelum Membeli Untuk menghitung berapa jumlah besi hollow yang dibutuhkan bisa menggunakan hitungan sederhana. Berikut saya contohkan cara menghitung kebutuhan besi hollow untuk membuat kursi bar sederhana. Katakanlah kita survey di toko bangunan hanya ada lonjoran 6 meter/600 cm, dan produk yang ingin kita buat adalah seperti gambar dibawah ini. Pertama kita hitung keseluruhan dimensinya, yaitu : Ukuran besi hollow panjang 100 cm ada 2 maka 100 x 2 = 200 cmUkuran besi hollow panjang 80 cm ada 2 maka 80 x 2 = 160 cmUkuran besi hollow panjang 30 cm ada 10 maka 30 x 10 = 300 cm Jadi kebutuhan panjang besi hollow yang kita butuhkan adalah 200 + 160 + 300 = 660 cm. Karena panjang 1 batang hanya 6 meter maka kita butuh 2 batang. Tentunya nanti masih sisa banyak sekitar 5 meteran. Nah, diatas itu untuk mengukur kebutuhan membuat 1 kursi, jika kita ingin membuat 5 kursi maka 5 x 660 = 3300 cm. Nanti 3300cm itu dibagi panjang 1 batang besi hollow, maka didapat 3300cm/600cm = 5,5 kita bulatkan ke atas jadi kita membutuhkan 6 batang besi hollow. Agar lebih efisien dalam penggunaan bahan, maka potonglah besi hollow mulai dari ukuran yang paling panjang terlebih dahulu, kalau contoh diatas ukuran paling panjang adalah 100cm, jadinya awali dengan memotong ukuran 100 cm dahulu, kemudian dilanjutkan memotong ukuran 80 dst. Selain itu kreasikan desain dengan cara mencampur menggunakan besi behel , besi beton , besi strip dll agar lebih murah. Berbagai macam jenis besi hollow Jadi pembaca manfaat besi hollow ini banyak sekali dan bisa dipakai sebagai bahan material pengganti kayu untuk beberapa produk seperti pembuatan ragam furnitur , pagar minimalis , kontruksi bangunan, konstruksi kanopi sederhana , plafon ( konstruksi rangka gypsum ) dan rangka atap . Juga bisa digunakan untuk material dasar furniture seperti kursi, meja dan lemari. Jenis jenis bessi hollow juga ada beraneka ragam, selain besi hollow hitam juga ada jenis hollow galvanis dan hollow galvalum. Dimana daya tahan anti karat tanpa pengecatan. Besi hollow galvalumJenis hollow ini sangat cocok untuk produk yang berada diluar ruangan terkena panas dan hujan seperti pagar, meja taman dll, karena merupakan hollow tahan karat. Disebut galvalum karena memiliki lapisan aluminium dan silicon untuk melapisi baja didalamnya. Perkiraan harga hollow galvalum ukuran adalah mulai dari 40 ribuan untuk ukuran terkecil. Besi hollow galvanisHollow galvanis lebih tipis karena lapisan seng anti karatnya tidak sebanyak galvalum. Cocok untuk rangka plafon, pengganti besi reng untuk genteng, yang jelas untuk produk yang berada didalam ruangan dan diharapkan juga tahan karat dan anti serangan rayap . Perkiraan harga besi hollow galvanis ukuran adalah sekitar 30 ribuan untuk ukuran terkecil Mungkin sampai disini dulu informasi harga besi hollow, kalau menurut saya lebih baik beli di toko terdekat daripada di online. Selain metode pembayaran lebih mudah, kita juga mendapatkan free ongkos kirim.

Pengetahuan Dasar Jenis Pengelasan Busur Listrik
Hai sobat welder, pada kesempatan ini saya ingin membahas tentang pengetahuan dasar las busur listrik. Saat ini perkembangan teknologi pengelasan didunia industri sudah sampai ke teknologi AI dan robotik. Tetapi jika kita tidak mengetahui dasar jenis pengelasan, kita akan susah untuk mengikuti perkembangan teknologi pengelasan. Ruang lingkup pembahasan kita disini adalah sebatas untuk jenis proses pengelasan arc welding. Arc Welding atau Las Busur Listrik Pengelasan busur listrik adalah proses pengelasan menggunakan energi listrik untuk menggabungkan 2 buah logam dengan cara meleburkan material kemudian menggabungkannya dengan menggunakan bahan tambah atau tidak menggunakan bahan tambah dengan menggunakan arus listrik AC atau arus searah DC. Pengelasan sebenarnya ada banyak metodenya, tapi yang lebih familiar kita kenal adalah las busur listrik atau yang dikenal arc welding. Dimana percikan api yang berasal dari hubungan singkat anoda dan katoda digunakan untuk meleburkan logam. Jenis pengelasan ini banyak digunakan di dunia industri bidang konstruksi, bidang tambang, bidang perminyakan dll. Dan digunakan untuk penyambungan material seperti besi baja, aluminium, stainless dll. Las busur listrik lebih banyak digunakan karena metodenya yang simpel dan ekonomis. Pengelasan busur listrik juga bisa dilakukan di luar ruangan atau di dalam ruangan bahkan digunakan juga untuk pengelasan di bawah air. Jenis-jenis Las Busur Listrik (Arc Welding) Jenis-jenis pengelasan arc welding itu ada banyak sekali, yaitu GMAW, FCAW, GTAW, SMAW. Nah perbedaannya dimana seh? perbedaanya adalah pada consumable yang dipakai. Consumable adalah bahan tambah yang digunakan saat proses pengelasan. Pada saat proses pengelasan terjadi, material logam yang melebur/mencair tidak boleh kontak langsung dengan udara supaya tidak terjadi porosity atau keropos. Oleh karena itu dibutuhkan semacam pelindung agar material logam cair tidak terkontaminasi dengan udara. Pelindung tersebut bisa berupa gas ( shielding gas) atau dengan flux yang mencair menjadi terak. Berikut ini adalah jenis-jenis las busur listrik (arc welding) berdasarkan pelindungnya. Flux Cored Arc Welding (FCAW) FCAW merupakan jenis pengelasan constant voltage, menggunakan kawat elektroda flux core dan menggunakan pelindung berupa gas. Gas pelindung yang digunakan adalah CO2, Argon dan Argon mix. Karena menggunakan kawat elektroda berbentuk flux-core maka pengelasan ini memiliki 2 pelindung yaitu flux dan gas. Sebenarnya bisa saja seh tidak menggunakan gas, tetapi itu akan mengurangi kualitas pengelasan FCAW. Karena proses pengelasan FCAW selalu menngunakan setting Ampere lebih dari 200 A . Gas Metal Arc Welding (GMAW) Pengelasan GMAW sama dengan FCAW yaitu merupakan jenis pengelasan constant voltage, tetapi menggunakan kawat elektroda solid dan menggunakan gas pelindung CO2, argon, argon mix, helium dll. Tidak terdapat terak di hasil pengelasannya tetapi menghasilkan lapisan silica tipis di atas logam hasil lasan. Pada pengelasan GMAW hanya menggunakan gas pelindung saja ini menyebabkan sangat rentan terpengaruh oleh udara / angin. Jadi, proses pengelasan GMAW sangat disarankan untuk dilakukan didalam ruangan. Submerged Arc Welding (SAW) SAW merupakan proses pengelasan full otomatis dimana hanya memerlukan seorang operator untuk mengoperasikan mesin. Menggunakan kawat flux core, ketika kawat dan base metal bersentuhan maka akan tumbul busur listrik. Menggunakan pelindung flux dan pasir untuk mencegah cairan logam lasan terkontaminasi dengan udara. Shielded Metal Arc Welding (SMAW) Pengelasan SMAW atau MMAW merupakan jenis proses pengelasan busur manual dengan tipe constant current, dimana kita hanya mengatur besarnya arus/ampere. Teknik dasar las menggunakan elektroda berbentuk stik yang bersalut flux adalah ketika elektroda bersentuhan dengan base metal akan terbentuk busur listrik sehingga mencairkan elektroda dan logam dasar. Flux pada stik elektroda akan ikut mencair membentuk pelindung terak untuk mencegah cairan logam lasan terkontaminasi dengan udara. Gas Tungsten Arc Welding (GTAW) Pengelasan GTAW ( Gas Tungsten Arc Welding ) juga dikenal dengan las TIG (Tungsten Inert Gas), menggunakan elektroda tungsten yang menghasilkan busur listrik ketika bersentuhan dengan base metal. Akan tetapi tungsten tidak mencair, hanya menimbulkan api yang akan mencairkan base metal membentuk kawah panas. Bisa melakukan pengelasan tanpa bahan tambah dan jika ingin memakai bahan tambah maka perlu menggunakan filler metal. Proses pengelasan GTAW menggunakan gas pelindung jenis argon dan helium yang berguna untuk menjaga agar logam las tidak terkontaminasi dengan udara. Pengelasan Dalam Air Pengelasan dalam air sering dikenal dengan underwater welding, dimana prosedur pengelasan dilakukan didalam air. Tata cara membuat sambungan las sama saja hanya bedanya dia dilakukan di dalam air. Penggunaan simbol pengelasan pada gambar teknik untuk las bawah air juga sama. Teknik pengelasan underwater welding memiliki 2 jenis yaitu wet welding dan dry welding. Berikut adalah penjelasan tentang perbedaan keduanya: Wet welding Pengelasan ini dilakukan dengan cara : welder menyelam kedalam air dan melakukan pengelasan langsung pada base metal. Dilakukan pada kedalaman kurang lebih 20 sampai 100 meter. Jenis proses pengelasan yang dipakai bisa sangat mudah menggunakan mesin SMAW. Karena lebih fleksibel untuk menggunakan kabel yang panjang. Agar sifat mekanik material logam tidak berubah karena heat input maka perlu mengatur suhu logam induk menggunakan teknik Pre heat dan PWHT. Dry Welding Pengelasan ini dilakukan didalam air tetapi seorang welder melakukan pengelasannya membutuhkan peralatan / ruang kedap air. Jadi walaupun dilakukan didalam air, pengelasan dilakukan didalam ruangan kedap air. Jenis proses pengelasan bisa menggunakan SMAW, GMAW dan GTAW. Dan dilakukan pada kedalaman lebih dari 100 meter. Masalah yang sering timbil dalam las bawah air adalah pengaruh panas yang cepat dingin, ini bisa datasi dengan dilakukan teknik Pre heat dan PWHT. Cukup disini saja artikel saya tentang Pengenalan dasar jenis pengelasan busur listrik. Sebenarnya masih banyak yang harus disampaikan seperti faktor yang mempengaruhi, cacat las, komposisi kimia pada material dll. itu saya akan sampaikan pada artikel selanjutnya. Terima kasih
